Трубогибочные станки для гибки на двух опорах
Холодную гибку труб диаметром до 351 мм можно производить путем укладки трубы на двух опорах и приложения изгибного усилия в середине трубы. При этом опоры выполнятся таким образом, чтобы они поворачивались вокруг своих осей по мере изгиба трубы. Гибочный шаблон в этих устройствах соединяется со штоком гидравлического или винтового домкрата.
Качественная гибка возможна при условии, когда отношение толщины стенки трубы к ее диаметру составляет:

Гибочные станки данного типа удобны при строительных и ремонтных работах, когда трубы надо гнуть непосредственно на строительном участке. На трубогибах, работающих по данному способу, можно производить правку и подгонку под необходимый размер труб, согнутых на других станках, после их термообработки. Преимуществом этих станков яв-ляется также то, что на изогнутых трубах не образуются следы от применения; дорна.
Трубогибочные станки этого типа менее производительны, чем при гибке наматыванием или с обкаткой, поэтому при массовом и крупносерийном производстве они мало эффективны. Гибка с большим углом гиба трубы достигается путем последовательных перестановок трубы для осуществления гибки по участкам.
Гибочный шаблон должен выдвигаться только на такую длину, чтобы величина гиба не превосходила длину ручья гибочного шаблона.
Величина хода штока и последовательность перестановки трубы определяются опытным путем. На подобных станках можно также гнуть трубы в различных плоскостях.
Для холодной гибки труб диаметром до 108 мм в монтажных условиях можно применять ручной трубогибочный пресс (фиг. 32).
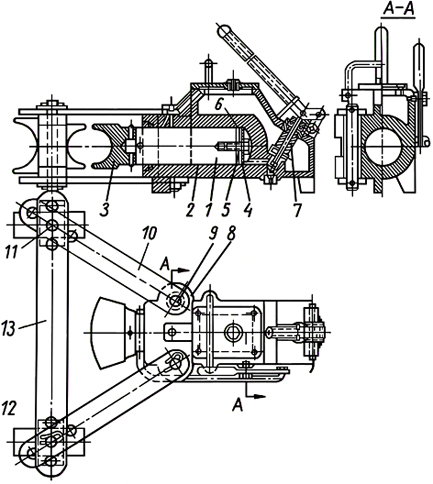
Фиг. 32. Ручной трубогибочный пресс для гибки труб диаметром до 108 мм.
Как видно из чертежа, пресс имеет следующее устройство. В стальном корпусе 1 перемещается плунжер пресса 2. На одном конце плунжера при помощи штифта прикрепляется сменный гибочный шаблон 3, на другом - при помощи винта укреплены уплотнительная шайба 4, манжета 5 и шайба 6. Жидкость (в данном случае масло) под плунжер нагнетается ручным насосом 7. К проушникам корпуса 8 при помощи осей 9 прикрепляются четыре боковые тяги 10. К этим тягам при помощи двух осей 11 прикрепляются две опоры 12 для труб и две поперечные планки 13.
Гибка труб производится следующим образом. В зависимости от диаметра изгибаемой трубы устанавливаются соответственный гибочный шаблон и опоры. Трубу устанавливают на опоры и нагнетают насосом жидкость (масло) под плунжер. Плунжер выдвигается из цилиндра и гибочным шаблоном давит на трубу, создавая усилие для гибки.
Для возвращения плунжера в исходное положение служат тяга и рычаг. При этом следует упорную планку отвести в сторону и опустить плунжер насоса вниз. Конец плунжера нажимает на шарики и тем самым дает возможность маслу выйти из цилиндра насоса в камеру. Целесообразно такие прессы для монтажных работ устанавливать на колесах.
Широкое распространение в строительных организациях получил станок для холодной гибки труб диаметром до 2", изготавливаемый заводами Министерства строительства РСФСР и Министерства строительства электростанций, который приводится к действие от построечного механизма ВМС-12 (фиг. 33).
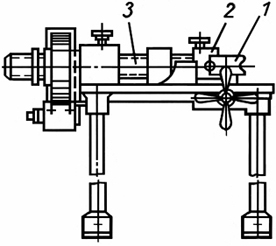
Фиг. 33. Трубогиб к механизму ВМС-12 для гибки труб диаметром до 2".
Трубогибочный станок имеет две опорные поворотные колодки 1 для труб диаметром 1"; 1 1/4"', 1 1/2" и 2" и четыре сменных гибочных ролика 2 для тех же диаметров труб. Подлежащая гибке труба закладывается между опорными колодками и нажимным сегментом. После этого включается построечный механизм, который через карданный вал приводит во вращение ведущую шестерню станка. Шестерня при вращении сообщает поступательное движение винту 3 на котором укреплен гибочный шаблон 2.
По окончании гибки механизм переключается на обратный ход, причем нажимной сегмент освобождает изогнутую трубу.
Интерес представляет полуавтоматический станок с усилием на штоке в 10 т и электромагнитным управлением. Переменное включение одного из двух управляющих электромагнитов 2 и 3 (фиг. 34) производит переключение направления движения масла в гидрораспределителе 1 для прямого и обратного хода штока 4, к которому присоединен гибочный шаблон.
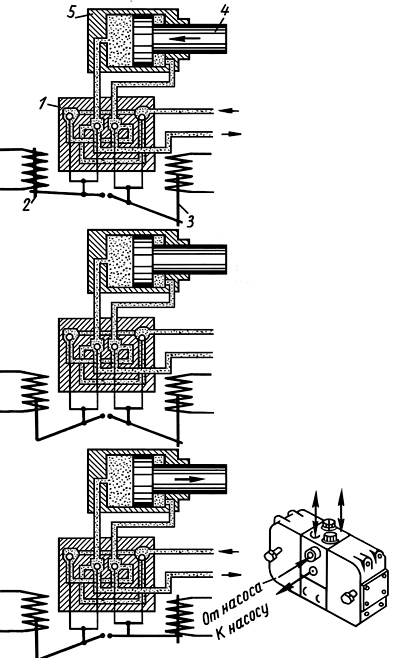
Фиг. 34. Электромагнитное управление полуавтоматическим станком.
При прекращении подачи тока к электромагнитам шарикового гидрораспределителя 1 шарики закрывают отверстие гидрораспределителя, соединенные с трубопроводами цилиндра 5, и шток остается неподвижным.
Гидросистема питается от насоса, приводимого во вращение электродвигателем, к выходному валу которого присоединен насос. Для ограничения перемещения штока с гибочным шаблоном на станке установлено два конечных выключателя (фиг. 35).
Фиг. 35. Установка конечных выключателей на полуавтоматическом станке для гибки труб на двух опорах.
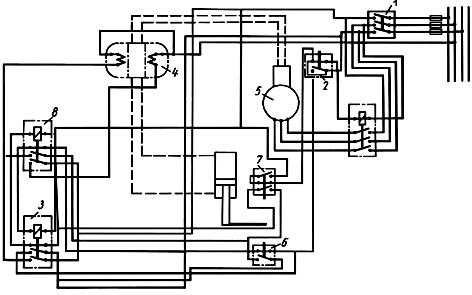
Фиг. 36. Электрическая схема полуавтоматического станка для гибки на двух опорах.
Как видно из электрической схемы (фиг. 36), вначале выключают рубильник 1, от которого ток поступает к кнопке 2 «Пуск», вставляют трубу и включают кнопку «Пуск». Через реле 3 осуществляется включение управляющего электромагнита 4 и одновременно электродвигателя насоса 5. Шток вместе с гибочным роликом выдвигается на заданный ход до соприкосновения с конечным выключателем 6, который вновь переключает при помощи реле 8 электромагнит 4, связанный с гидрораспределителем. Тем самым шток начинает возвращаться в исходное положение и, дойдя до конечного выключателя 7, останавливает станок.
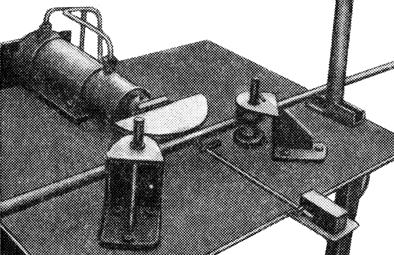
Опоры для гибки могут быть изготовлены в виде стальных лепт, которые имеют возможность во время гибки поворачиваться на осях станины станка. На фиг. 37 показан станок для гибки труб диаметром до 300 мм с ленточными опорами. Мощность двигателя 5 л. с.
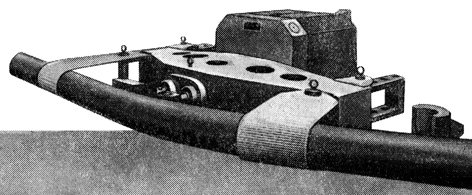
Фиг. 37. Станок для гибки труб диаметром до 300 мм.
Перемещение гибочного ролика может осуществляться при помощи винтовой передачи. Так, судостроительный и судоремонтный завод им. 40-й годовщины Октября изготовляет трубогибочные станки для гибки без наполнения песком труб диаметром до 60 мм и с наполнением песком - до 90 мм, у которых перемещение гибочного ролика осуществляется при помощи винта.
Станок (фиг. 38) состоит из станины 1 и опорного стола 2, изготовленных из чугуна. В верхней части станины имеются две поперечные прорези для перемещения двух суппортов 3 с опорами 4, которые в зависимости от диаметра трубы и необходимого угла гиба перемещаются при помощи винтового механизма.
Сменный гибочный шаблон 5 крепится к концу ходового винта 6, на котором навинчена гайка 7. При вращении гайки ходовой винт, удерживаемый от поворачивания шпонкой 8, перемещается вместе с гибочным шаблоном.
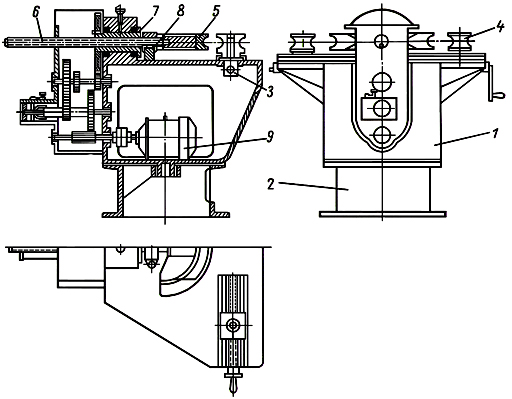
Фиг.38. Станок для гибки груб с винтовым домкратом.
Привод гайки во вращение производится от реверсивного электродвигателя 9 через двухскоростной редуктор, большая скорость используется при обратном перемещении винта. Вес станка 920 кг, наибольший угол гиба 150°.
Дата добавления: 2017-11-21; просмотров: 2213;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний
- III. Порошки для стирки и мытья
- III. ТИТАН – МАТЕРИАЛ ДЛЯ СОВРЕМЕННОЙ СТОМАТОЛОГИИ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
