Способ гибки с внутренним гидростатическим давлением
Во избежание потери устойчивости стенки на внутренней части гиба автором было предложено гнуть трубы под внутренним гидростатическим давлением. Достигается это тем, что на концы трубы (фиг. 44) вставляются заглушки 1 и 3. Последняя снабжена патрубком 4 для подачи внутрь жидкости. Путем нагнетания жидкости в стенке трубы возникают напряжения, доводящие металл до состояния, близкого к пластическому. При достижении таких напряжений к середине трубы подводят гибочный шаблон 2, который гнет трубу.
Произведенные автором исследования по гнутью труб диаметром 100 мм с толщиной стенки 1,0 мм показали, что принятым способом трубу можно согнуть не только на угол в два раза больший, чем без внутреннего давления, но и со значительно меньшими усилиями (в два и более раза).

Заглушки 1 и 3 установлены на шарнирных опорах. Одна из опор при помощи винта может перемещаться в продольном направлении по направляющим швеллерам. Опоры устроены так, что они позволяют концам трубы поворачиваться при изгибе и перемещаться в продольном направлении. Для создания изгибающего усилия предусмотрен домкрат 5. Давление жидкости в трубе создается при помощи насоса.
Одним из сложных вопросов при гнутье труб без развальцовки торцов является создание уплотнения, поэтому было разработано специальное уплотнение, показанное на заглушке 3. Для станков при массовом изготовлении целесообразно использовать уплотнения из станов для экспандирования (раздачи) труб, которые за короткий промежуток времени зажимают и отпускают трубу.
При проведении экспериментов было опробовано несколько конструкций гибочных башмаков, которые позволили найти лучшую форму контактной площадки, через которую прилагается усилие для гибки. Лучше всего изготавливать башмаки из наборных пластин, которые упираются в лекало. При этом, меняя радиус лекал, можно простейшим путем найти радиус башмака для изгиба той или иной трубы.
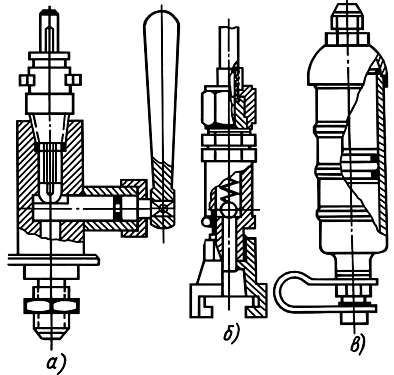
Фиг. 45 Оборудование для гибки труб с внедрением гидростатическим давлением:
а-разрядник; б - быстросъемный замок; в - гидроаккумулятор.
Трубы малого диаметра от 6 до 22 мм с толщиной стенки от 0,5 до 1,5 мм можно гнуть на обычных трубогибочных станках с предварительным наполнением их жидкостью. В качестве наполнителя служит эмульсия или масло МАГ-10. Наполнение жидкости и создание в ней давления производится на гидростенде, который снабжен разрядником (фиг. 45, а) для удаления жидкости из труб после гибки.
Труба, подлежащая гибке, подключается к гидростенду при помощи быстросъемного замка (фиг. 45, б). Для компенсации потери давления жидкости в трубе в процессе гибки к ее концу присоединяется гидроаккумулятор (фиг. 45, в). При больших радиусах гиба гибку можно производить без гидроаккумулятора. Для лучшего уплотнения с быстросъемным замком и гидроаккумулятором концы труб развальцовывают. Установлено, что при гибке труб давление жидкости может быть рассчитано по формуле:

где
р - давление жидкости в кг\см²;
δв - временное сопротивление разрыву в кг/см2;
k - коэффициент, зависящий от химического состава и механических свойств стали (k=80 для стали 1Х18Н9Т).
При данном способе гибки следует выполнять правила по технике безопасности: рабочее место в момент гбки должно быть экранировано, нельзя крепить трубу на станке за гидроаккумулятор или быстросъемный замок, трубы, заряженные жидкостью, должны храниться в специальных закрытых стеллажах.
Дата добавления: 2017-11-21; просмотров: 1902;
Поиск по сайту
Узнать еще
- Cистеми числення і способи переведення чисел із однієї системи числення в іншу
- I. Способы представления переменного синусоидального тока и напряжения.
- II. Решение логических задач табличным способом
- MS Word. Выделение текста. Понятие фрагмента текста. Способы форматирования фрагментов, работа с фрагментами (копирование, удаление, перемещение).
- V. СПОСОБЫ ПОЛУЧЕНИЯ И ХИМИЧЕСКИЕ СВОЙСТВА АЦЕТИЛЕНОВЫХ И ДИЕНОВЫХ УГЛЕВОДОРОДОВ
- VII. Риски и способы их минимизации
- X.15. Гибкие стропы
- XII. ДОПОЛНИТЕЛЬНЫЕ ТРЕБОВАНИЯ ПРИ ГИДРАВЛИЧЕСКОМ СПОСОБЕ ДОБЫЧИ УГЛЯ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
