Радиусы гибов при гибке на ручных трубогиба
| Наружный диаметр трубы в дюймах | Радиус гиба в мм (без учета упругих деформаций трубы) |
| 1/2 3/4 | 95 и 138 |
На ручном станке подобной конструкции можно гнуть также трубы диаметром до 1 1/4", тогда усилие на рычаге равно 60-70 кг, вес станка возрастает до 80 кг, а наименьший радиус гиба для трубы диаметром 1 1/4" равен 89 мм.
Для гибки стальных труб диаметром до 50 мм на угол гиба до 180° без наполнителя в холодном состоянии может служить головка (фиг. 13) с ручным приводом.
Фиг. 13. Головка с ручным приводом для гибки труб.
Головка состоит из плиты с неподвижным упором 1 для крепления трубы сменного гибочного ролика 2 с полукруглой канавкой и обкатывающего ролика 3, который через сменный ползун 4 с полукруглой канавкой создает усилие для гибки трубы вокруг гибочного ролика.
При вращении рукоятки 5 приводится во вращение коническая зубчатая передача 6. На одной оси с ведомым коническим колесо установлено цилиндрическое зубчатое колесо 7, которое вращает цилиндрическое колесо 8, приводящее в движение обкатывающий ролик.
Перемещаясь, обкатывающий ролик, давит на ползун и гнет трубу 9 вокруг гибочного ролика. Гибочный ролик и ползун имеют полукруглые канавки (ручьи) в зависимости от наружного диаметра изгибаемой трубы. При работе на головке надо следить за тем, чтобы обкатывающий ролик и прижимная планка были установлены в соответствии с гибочным роликом.
На столе станка установлен переставной упор 10 для фиксации конца гиба.
При гибке большого количества труб диаметром до 150 мм применяют станки с механическим приводом головки.
На фиг. 14 показан трубогибочный станок для гибки труб диаметром от 1/2" до 1 1/4" с механическим приводом головки. Станок состоит из сменных роликов 1, съемной плиты 2 для обкатывающего ролика, поворотного стола 3, станины 21 и системы переключения движе-ния стола.
Фиг. 14. Трубогиб с электромеханическим приводом
Привод трубогиба состоит из электродвигателя 20 мощностью 2,8 квт при 1450 об/мин, клиноременной передачи 17, пары конических шестерен со спиральными зубьями 14 и червячной передачи 13. Червячное колесо при помощи водила 11, шарнирно укрепленного на оси 10, связано со столом. Угол гиба устанавливается на трубогибе путем вставки рычага 4 в один из пазов стола 28.
Включение привода производится кнопкой 12, при этом стол трубогиба поворачивается на заданный угол, после чего палец с роликом 5 нажимает на выключатель 6, и стол останавливается. Переключение направления движения стола производится при помощи выключателей, магнитных пускателей и гидравлического реле времени 15. Последнее обеспечивает переключение трубогиба с рабочего на холостой ход лишь после полной остановки всех механизмов, что исключает инерционные перегрузки электродвигателя и ходовой части. Гидравлическое реле состоит из центробежного масляного насоса 19, цилиндра с плунжером 16 и уравнительного масляного бачка 18. До поворота стола (перед рабочим ходом) палец с роликом 7 нажимает на кнопку выключателя 8.
В случае нарушения работы электросистемы водило 11, при вращении стола, дойдя до выступа 9, имеющегося на станине трубогиба, поворачивается вокруг оси 10 и тем самым разъединяется червячное колесо и стол.
Выбранная система управления трубогибом позволяет свести все-управление к установке рукоятки 4 в соответствии с углом гиба и нажима на пусковую кнопку.
На фиг. 15 показан трубогиб для одновременной гибки обкаткой пяти труб, который по схеме приложения усилий аналогичен ручной головке.
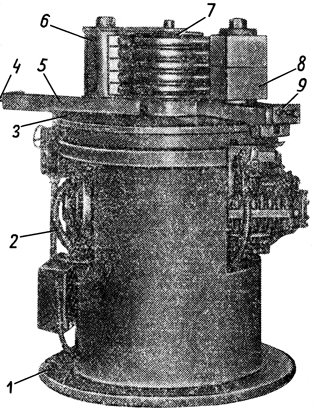
Фиг. 15 Трубогиб для одновременной гибки пяти труб
Трубогиб выполнен в виде литой станины 1, внутри которой размещен электродвигатель 2, он через редуктор вращает
планшайбу 3. В центре станка установлена ось для сменных неподвижных гибочных роликов 7. К планшайбе крепится рычаг 5 для установки обкатывающего ролика 6, а
по верх планшайбы установлена планка 9 для крепления упора 8. Обкатывающий ролик присоединяется к планке так, что в нижней своей части имеет выступ, куда входит винт 4. Для установки по диаметру трубы обкатывающий ролик перемещается при помощи этого винта вдоль планки, тем самым удаляясь или приближаясь к гибочному ролику.
После установки обкатывающего ролика под размер он фиксируется путем затяжки двух гаек. Точно так же устанавливается и перемещается упор 8.
При вращении планшайбы одновременно перемещается по кругу обкатывающий ролик, который гнет трубу вокруг гибочного ролика. На станке имеются два конечных выключателя: для выключения электродвигателя по окончании гиба и для остановки планшайбы при обратном ее ходе.
Соответствующей установкой переключателей по периферии кругового контура станины станка можно регулировать угол гиба трубы. Упорная планка крепится так, чтобы она могла переставляться в зависимости от угла гиба.
Таким образом, на станке можно осуществлять гибке путем вращения планшайбы с обкатывающим роликом как по часовой стрелке, так и в обратном направлении. Это позволяет осуществлять гибку трубы в разных плоскостях путем последовательной гибки серии труб в одной плоскости, переналадки станка и гибки в другой плоскости.
В зависимости от диаметра труб и мощности двигателя на станках подобной конструкции можно гнуть одновременно до семи груб.
Перед началом гибки труба устанавливается вплотную к гибочному ролику 4. Упор 8 при помощи винта передвигается по планке 9 до соприкосновения с трубной заготовкой, а планка 9 устанавливается в зависимости от угла гиба.
Управление станком кнопочное. В связи с необходимостью иметь перед гибкой зазор между обкатывающим роликом и трубой, начало гнутья происходит лишь после того, как рычаг обкатывающим роликом опишет угол, равный около 10°.
Станки для гибки с обкаткой могут выполняться с гидроприводом, в этом случае вращение огибающего ролика и его поджатие осуществляются от гидросистемы.
Дата добавления: 2017-11-21; просмотров: 2263;
Поиск по сайту
Узнать еще
- Appeal –привлекательность.
- Applications (приложения)
- Cила резания при точении
- Cущность организации и ее основные признаки
- D-технология построения чертежа. Типовые объемные тела: призма, цилиндр, конус, сфера, тор, клин. Построение тел выдавливанием и вращением. Разрезы, сечения.
- D-элементы, их применение в медицине и фармации.
- F50 Расстройства приема пищи
- He рекомендуем использовать данный метод, если в дальнейшем будет необходимость прибегнуть к отгибу приборной панели.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
