Трубогибы для гибки вальцовкой
Для гибки труб диаметром до 3 1/2" в кольцо или спираль, а также для гибки труб сравнительно большой длины с большим радиусом гиба применяют гибочные вальцы. На этих станках труба увлекается силами трения в направлении вращения роликов и приобретает на выходе кривизну, которая определяется взаимным расположением роликов. Станки могут быть с тремя и четырьмя роликами.
Ролики имеют ручьи с радисом, величина которого соответствует наружному радиусу трубы. Глубина каждого ручья немного меньше половины диаметра трубы (на 1-5 мм).
При данном способе гибки можно гнуть трубы с наименьшим радиусом R=6Dн.
В зависимости от плоскости расположения роликов вальцовочные станки бывают вертикальные (фиг. 39) и горизонтальные (фиг. 40).
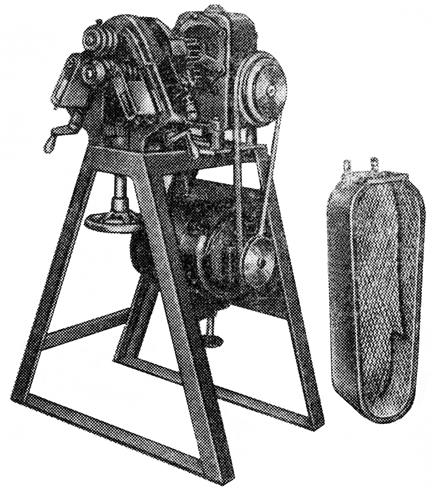
Фиг. 39. Внешний вид вертикального станка для гибки вальцовкой
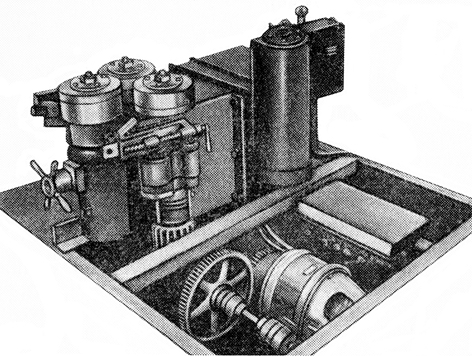
Фиг. 40. Горизонтальный станок для гибки вальцовкой
Трубы до 3 1/2" гнут на горизонтальных станках, так как в горизонтальном положении легче поддерживать участок трубы - заготовки до ее контакта с роликами. У горизонтальных станков предусматриваются столы для поддержания труб при гибке.
Каждый станок снабжается сменными роликами, у которые различный радиус ручья.
На вальцах можно трубы гнуть по спирали. В этом случае добавляется направляющий ролик, который отводит конец трубы, выходящий после гибки, на заданный шаг.
Чтобы согнуть кольцо, вначале отрезают заготовку, соответствующую длине окружности требуемого кольца. Заготовку закладывают между роликами и приводят их во вращение, включая электродвигатель. После первой прокатки концы трубы остаются прямыми, поэтому необходима повторная прокатка для того, чтобы труба приняла форму кольца.
Для удобства сборки верхний ролик изготавливается сплошным, а нижние два составляются из двух половин, стягивающихся болтами.
Специальные гибочные вальцы для гибки труб, предназначенные для масосового производства, сконструированы так, чтобы время на установку заготовки и съем изделия было наименьшим. Два нижних ролика укреплены на неподвижных осях 1 и 2, верхний ролик 3 может перемещаться при помощи гидравлического штока 4 (фиг. 41).
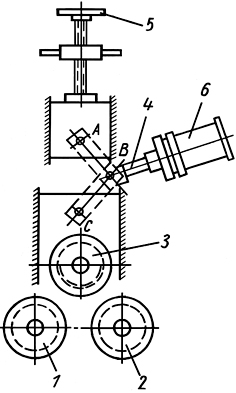
Фиг. 41. Схема станка для гибки труб вальцовкой.
Во время гибки шток весь выдвинут и поводки АВ и ВС составляют одну прямую. При этом представляется возможным при помощи ручного маховика перемещать верхний ролик по вертикали и регулировать величину зазора между верхним и нижним роликами в соответствии с диаметром трубы и потребным радиусом гиба.
После окончания гиба шток 4 задвигается в цилиндр 6, верхний ролик отходит от нижних роликов и новая заготовка может быть легко установлена.
Труба вначале зажимается между ведущими роликами 1 и 3 путем вращения рукоятки 5, затем при помощи рукояток подводятся гибочные ролики 2 и 4 и включается двигатель. Ведущие ролики станка (фиг. 39) делают 20 оборотов в минуту.
Дата добавления: 2017-11-21; просмотров: 1833;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний
- III. Порошки для стирки и мытья
- III. ТИТАН – МАТЕРИАЛ ДЛЯ СОВРЕМЕННОЙ СТОМАТОЛОГИИ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
