Кинематические схемы формообразования поверхностей деталей
К нулевому классу относят те кинематические схемы формообразования, при которых исходная поверхность совпадает с поверхностью детали, например, процессы протягивания, нарезания резьб метчиками и т.п. В этом случае движение поверхности детали Д относительно инструмента сводится к ее перемещению «самой по себе», благодаря чему создается определенная скорость резания. Однако при определении исходной инструментальной поверхности это движение не учитывается.
К первому классу отнесены те кинематические схемы, при которых движение поверхности детали Д относительно инструмента будет прямолинейно поступательным, вращательным, или винтовым. Эти схемы характеризуются тем, что у них подвижный и неподвижный аксоиды совпадают друг с другом и преобразуются в прямую, которая является соответственно осью поступательного движения, либо вращательного, либо осью винтового движения.
Первый класс включает три типа кинематических схем формообразования. Первый тип схемы имеет прямолинейно-поступательное движение Д/И. К этой схеме формообразования относятся процессы протягивания наружных поверхностей вращения, точения фасонных поверхностей вращения тангенциальными фасонными резцами с прямолинейным движением подачи. Второй тип схем рассматриваемого класса соответствует вращательному движению Д/И.
По этой схеме происходит фрезерование фасонных цилиндрических, винтовых поверхностей, поверхностей вращения дисковыми фрезами. Третий тип соответствует винтовому движению Д/И. Примером рассматриваемого типа схем является фрезерование червячными фрезами прямозубых зубчатых реек. Типы схем в первом классе расположены в таком порядке, когда предыдущая схема является частным случаем последующей. Так, например, схемы первого типа можно рассматривать, как частные случаи схем второго типа, поскольку поступательное движение можно рассматривать, как частный случай вращательного движения, при котором ось удалена в бесконечность.
Кинематические схемы формообразования считаются схемами второго класса, если исходное относительное движение Д/И будет мгновенным вращательным или мгновенным поступательным движением. Второй класс включает четыре типа кинематических схем формообразования, при которых аксоиды детали и инструмента обкатываются друг по другу без скольжения. Аксоидами могут быть цилиндр и плоскость, цилиндр и цилиндр, конус и плоскость, конус и конус.
Примерами подобных схем формообразования могут служить процессы обработки зубчатых колес долбяками и гребенками и др. В этом случае, когда аксоиды имеют различную форму, возможны два варианта схем формообразования в зависимости от того, какой из аксоидов принят за аксоид инструмента, а какой - за аксоид детали. Например, если аксоидами будут цилиндр и плоскость, то за аксоид инструмента можно принять цилиндр, а за аксоид детали - плоскость. Это соответствует обработке зуборезной рейки долбяком. Если же аксоидом инструмента будет плоскость, ааксоидом детали - цилиндр, то это будет соответствовать обработке зубчатых колес гребенками.
Этот же класс включает схему формообразования, у которой относительное движение будет мгновенно-поступательным движением, являющимся результатом двух вращений вокруг параллельных осей с равными и одинаково направленными угловыми скоростями. У схем второго класса рассматриваемые относительные движения Д/И являются результирующими двух вращений вокруг параллельных или пересекающихся осей. При этом схема, соответствующая качению без скольжения цилиндра по плоскости, может рассматриваться как результат двух вращений вокруг параллельных осей. При этом поступательное движение можно считать предельным случаем вращения, а плоскость - цилиндром бесконечно большого радиуса.
Третий класс кинематических схем формообразования характеризуется тем, что относительное движение Д/И является мгновенным винтовым движением. Третий класс включает три типа кинематических схем формообразования, при которых аксоиды обкатываются друг по другу со скольжением. Аксоидами могут быть цилиндр и плоскость, конус и плоскость, гиперболоид и гиперболоид. У схем третьего класса относительное мгновенное винтовое движение Д/И является результатом двух вращений вокруг скрещивающихся осей.
Схема формообразования, основанная на сочетании двух вращений вокруг скрещивающихся осей, относительное движение при которой может быть представлено как качение со скольжением гиперболоида по гиперболоиду, является наиболее общей.
Все ранее рассмотренные схемы являются частными случаями этой схемы, получаемыми при определенных частных положениях осей вращения и соответствующих величинах угловых скоростей. Примером рассматриваемого типа схем формообразования может служить фрезерование червячными фрезами цилиндрических зубчатых колес и других деталей.
Следует отметить, что, не нарушая характер соприкосновения поверхности детали Д и исходной инструментальной поверхности И, можно сообщить поверхностям Д и И движения скольжения «самих по себе». Движение исходной поверхности И «самой по себе» может быть вызвано стремлением обеспечить определенные режимные условия работы инструмента. Например, при зубодолблении на станках с параллельными осями детали и инструмента схема формообразования включает обкатку двух сопряженных колес, одно из которых соответствует долбяку, а другое - детали. Для достижения же определенной скорости резания инструменту сообщают возвратно-поступательное движение скольжения его исходной поверхности «самой по себе».
В случае, когда поверхности И и Д совпадают, обеспечивается полная обработка поверхности Д без дополнительных движений. Наиболее часто в рассматриваемом случае схем формообразования нулевого класса способность срезать материал придается исходной поверхности за счет скольжения «самой по себе». Это дополнительное движение должно приводить к скольжению характеристики Е по поверхности детали Д и ее полному образованию.
Причем рассматриваемое дополнительное движение поверхности детали «самой по себе» относительно исходной поверхности И может быть осуществлено на станке как за счет движения заготовки, так и за счет обратного движения инструмента, либо за счет соответствующих движений инструмента и заготовки. Дополнительное движение может быть выбрано таким образом, что характеристика Е будет скользить «сама по себе».
Подобное дополнительное движение не приведет к полному образованию поверхности детали и будет с рассматриваемой точки зрения бесполезным. Необходимость его введения вызывается другими соображениями, в частности стремлением ввести в соприкосновение с заготовкой новые неизношенные участки поверхности. Это имеет место, например, при диагональном фрезеровании зубчатых колес червячными фрезами, когда червячная фреза в процессе резания смещается вдоль собственной оси, благодаря чему в работу последовательно вступают новые зубья инструмента.
Зная относительные движения заготовки и инструмента в процессе обработки, т.е. зная кинематическую схему формообразования, необходимо решить следующие вопросы: как получить на станке эти относительные движения, какие движения необходимо сообщить непосредственно инструменту и какие движения сообщить заготовке. Решение этой задачи не является однозначным. Например, при строгании плоскостей можно заставить поступательно двигаться деталь, как это имеет место на продольно-строгальных станках, а можно это движение сообщить инструменту, как это имеет место на поперечно-строгальных станках, хотя в обоих случаях схема формообразования будет одной и той же.
Принципиальные кинематические схемы резания не тождественны принципиальным кинематическим схемам станка, они не включают движения холостых циклов.
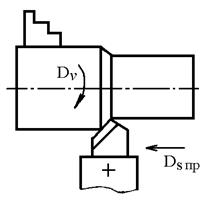
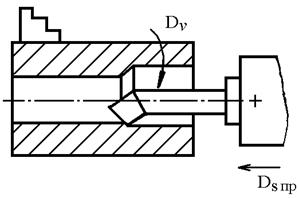
а) Продольное точение б) Растачивание
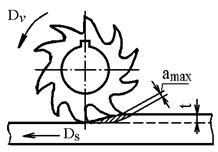
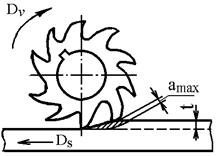
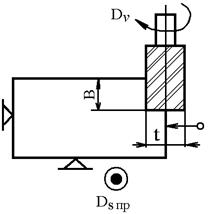
в) Встречное цилиндрическое г) Попутное цилиндрическое фрезерование фрезерование
д) Фрезерование уступа концевой е) Фрезерование паза цилиндрической фрезой трехсторонней фрезой
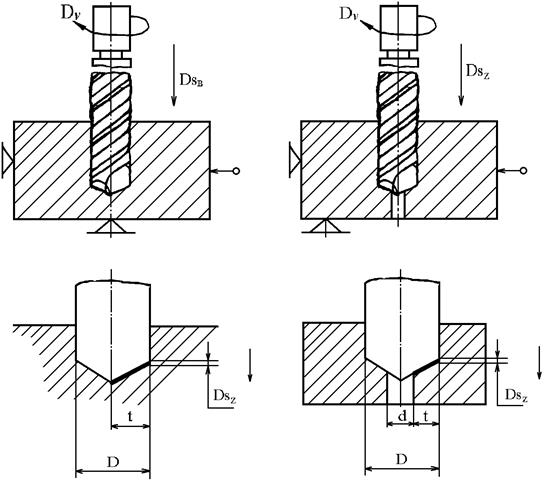
ж) Сверление з) Рассверливание
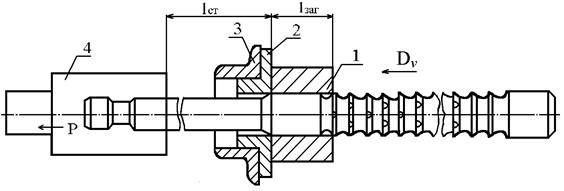
и) Протягивание
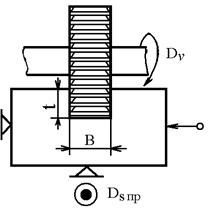
Цилиндрическое фрезерование
к) с продольной подачей л) с поперечной подачей
м) Бесцентровое шлифование н) Внутреннее шлифование
Плоское шлифование
а) периферией круга п) торцом круга
р) Зубофрезерование модульной с) Зубодолбление дисковой фрезой
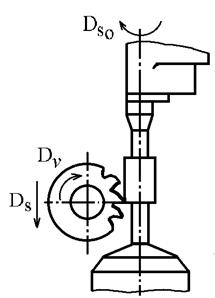
т) Зубофрезерование червячной фрезой
Рис. 14.1. Кинематические схемы резания
Дата добавления: 2017-11-21; просмотров: 2276;
Поиск по сайту
Узнать еще
- HАHЕСЕHИЕ PАЗМЕРОВ HА ЧЕРТЕЖАХ ЛИТЫХ ДЕТАЛЕЙ
- III. Старение и усталость. Вибрация. Коррозия деталей машин. Краткие сведения по теории трения. Виды трения. Основные требования и определения
- IV. Экспериментальное определение параметров схемы замещения трансформаторов.
- Автоматический контроль формы деталей.
- Адресация микросхемы 8255А
- Активные элементы схемы замещения
- Активные элементы схемы замещения
- АЛГОРИТМ ПОСТРОЕНИЯ СТРУКТУРНОЙ СХЕМЫ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
