Остаточные напряжения металла поверхностного слоя
Причины возникновения остаточных напряжений.Возникновение остаточных напряжений в поверхностном слое при механической обработке заготовок объясняется следующими основными причинами:
1. При воздействии режущего инструмента на поверхность обрабатываемого металла в его поверхностном слое протекает пластическая деформация, сопровождающаяся упрочнением и изменением некоторых физических свойств металла. Пластическая деформация металла вызывает уменьшение его плотности, а, следовательно, обуславливает рост удельного объема, достигающий 0,3-0,8 % удельного объема до пластической деформации. Увеличение объема металла распространяется только на глубину проникновения пластической деформации и не затрагивает слоев металла, лежащих ниже.
Увеличению объема пластически деформированного металла поверхностного слоя препятствуют связанные с ним недеформированные нижележащие слои; в результате этого в наружном слое возникают сжимающие, а в нижележащих слоях - растягивающие остаточные напряжения.
2. Режущий инструмент, снимающий с обрабатываемой поверхности элементную стружку, вытягивает кристаллические зерна металла подрезцового слоя, которые при этом претерпевают упругую и пластическую деформации растяжения в направлении резания. Трение задней поверхности режущего инструмента об обрабатываемую поверхность (в свою очередь) способствует растяжению кристаллических зерен металла поверхностного слоя. После удаления режущего инструмента пластически растянутые верхние слои металла, приобретают остаточные напряжения сжатия, ориентированные по направлению резания. Соответственно этому в нижележащих слоях развиваются уравновешивающие их остаточные напряжения растяжения. При этом в направлении, перпендикулярном к направлению скорости резания (т.е. в направлении подачи), тоже протекают упругая и пластическая деформации кристаллических зерен, вызывающие возникновение остаточных напряжений (осевые напряжения), величина и знак которых могут совпадать или не совпадать с величиной и знаком остаточных напряжений, ориентированных в направлении скорости резания.
3. При отделении от обрабатываемой поверхности сливной стружки (обработке пластичных металлов при соответствующих условиях резания) после пластического вытягивания кристаллической решетки металла поверхностного слоя в направлении резания происходит ее дополнительное вытягивание под влиянием связанной с обрабатываемой поверхностью стружки по направлению схода сливной стружки, т.е. вверх. В этом случае может произойти полное переформирование кристаллических зерен поверхностного слоя (вытягивание в вертикальном и сжатие в горизонтальном направлениях), что приведет к появлению в направлении скорости резания и подачи остаточных напряжений растяжения.
4. Выделяющаяся в зоне резания теплота мгновенно нагревает тонкие поверхностные слои металла до высоких температур, что вызывает увеличение его удельного объема. Однако в разогретом слое не возникают внутренние напряжения в связи с тем, что модуль упругости металла снижается до минимума, а пластичность возрастает. После прекращения воздействия режущего инструмента происходит быстрое охлаждение металла поверхностного слоя, сопровождающееся сжатием; этому препятствуют нижележащие слои металла, оставшиеся холодными. В результате во внешних слоях металла развиваются остаточные напряжения растяжения, а в ниже лежащих слоях - уравновешивающие их напряжения сжатия.
5. При обработке металлов склонных к фазовым превращениям, нагрев зоны резания вызывает структурные превращения, связанные с объемными изменениями металла. В этом случае в слоях металла со структурой, имеющей большой удельный объем, развиваются напряжения сжатия, а в слоях со структурой меньшего удельного объема - остаточные напряжения растяжения. Например, если сталь с мартенситной структурой шлифуется засаленным кругом при недостаточном охлаждении или неправильном режиме, то происходит прижог, приводящий к образованию на отдельных участках структур троостита или сорбита, имеющих меньший удельный объем, чем структура мартенсита. В этих отожженных слоях развиваются остаточные напряжения растяжения, а в смежных с ними слоях - уравновешивающие их напряжения сжатия.
Любая из вышеуказанных причин при обработке металлов резанием может преобладать над другими. При этом она будет определять величину и характер распределения остаточных напряжений.
В большинстве случаев изменение видов обработки и режимов резания, приводящих к увеличению влияния силового поля и повышению степени пластический деформации, вызывает рост остаточных напряжений сжатия и снижение растягивающих напряжений за исключением обработки пластичных металлов, когда повышение влияния силового поля может привести к усилению растягивающих и уменьшению сжимающих напряжений.
Изменение режимов резания и условий обработки, влекущее за собой повышение мгновенной температуры нагрева металла поверхностного слоя и усиливающее этим влияние теплового фактора обуславливает превращение сжимающих остаточных напряжений в растягивающие.
Знак и глубина распространения остаточных напряжений, возникающих в результате фазовых превращений металла поверхностного слоя, определяются полнотой протекания фазовых превращений и соотношением удельных объемов структурных составляющих смежных слоев металла поверхностного слоя. При этом очень большое значение для формирования остаточных напряжений имеют химический состав металла и его способность к структурным изменениям, пластичность, упругость, теплопроводность и другие механические и физические свойства обрабатываемого металла.
Остаточные напряжения оказывают существенное влияние на эксплуатационные свойства деталей машин. Наличие сжимающих напряжений на поверхности может увеличить срок службы деталей в условиях знакопеременного нагружения, а растягивающие напряжения могут быть причиной зарождения микротрещин, снижения коррозионной стойкости поверхности и преждевременного разрушения деталей. При обработке хрупких материалов, мало склонных к пластическому деформированию, остаточные напряжения в большинстве случаев сжимающие. При обработке пластичных материалов остаточные напряжения чаще всего растягивающие. Эпюра изменения остаточных напряжений по глубине поверхностного слоя при обработке пластичных материалов показана на рис.13.9. В очень тонком слое толщиной 0,001-0,004 мм (зона 1) действуют сжимающие напряжения.
|
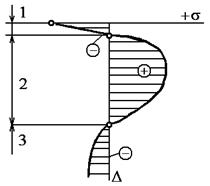
Рис. 13.9. Эпюра распределения остаточных напряжений по глубине поверхностного слоя
В зоне 2, протяженность которой зависит от режимов резания и переднего угла инструмента, действуют растягивающие напряжения. Зона 2 в десять и более раз превосходит зону 1, поэтому состояние поверхностного слоя определяется знаком распределения напряжений в зоне 2. В зоне 3, уравновешивающей действие остаточных напряжений первых двух зон, действуют сжимающие напряжения.
При увеличении скорости резания увеличивается абсолютная величина растягивающих напряжений, но глубина их залегания уменьшается. При увеличении подачи увеличивается и величина, и глубина залегания растягивающих остаточных напряжений. Аналогичное влияние на остаточные напряжения оказывает степень затупления инструмента. При переходе от положительных к отрицательным значениям переднего угла резко уменьшается абсолютная величина растягивающих напряжений, но одновременно увеличивается глубина их залегания.
Глава 14
Дата добавления: 2017-11-21; просмотров: 4691;
Поиск по сайту
Узнать еще
- I. Способы представления переменного синусоидального тока и напряжения.
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- III. ГЕНЕРАТОРЫ ЛИНЕЙНО ИЗМЕНЯЮЩЕГОСЯ НАПРЯЖЕНИЯ
- А – изменением подводимого напряжения; б – шунтированием обмотки возбуждения.
- А – появление зародышей кристаллов; б – рост кристаллов и образование новых центров; в – рост кристаллов; г – границы кристаллов (зерен) затвердевшего металла.
- А – согласованной нагрузки; б – бесконечного слоя; в – комплексной нагрузки; г – короткого замыкания; д – холостого хода; е – измерения комплексного коэффициента прохождения.
- Автоматические регуляторы напряжения.
- АЖУРНАЯ СКУЛЬПТУРА ИЗ МЕТАЛЛА

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
