Обзор принципиальных кинематических схем обработки
Процесс обработки деталей резанием заключается во взаимодействии заготовки и инструмента, совершающих определённые движения в пространстве. Для того чтобы охарактеризовать различные методы обработки деталей, необходимо классифицировать их в соответствии с движениями, совершаемыми инструментом и заготовкой на станке, их скоростью, направлением в пространстве и т.п. Указанные параметры влияют на протекание процесса резания и формирование обработанной поверхности детали. Все принципиальные кинематические схемы резания, по которым осуществляется обработка резанием, основаны на сочетаниях прямолинейного поступательного и вращательного движений. Количество используемых в кинематической схеме резания движений различно. В зависимости от этого, кинематические схемы резания классифицируются по группам.
Первая группавключает одно прямолинейное движение. Одно движение даёт единственное сочетание. Но рассматриваемое движение может происходить в различных направлениях (вертикальном, горизонтальном или наклонном) и сообщаться либо заготовке, либо инструменту. В этом проявляется своеобразие схемы. Разнообразные варианты схемы требуются для проектирования различного оборудования, отличающегося друг от друга главным образом компоновкой отдельных узлов.
Вторая группавключает два прямолинейных движения, которые можно сообщить как инструменту, так и изделию. Результирующее обоих равномерных прямолинейных движений будет также равномерным и прямолинейным движением, направление которого в пространстве зависит от направления скоростей составляющих движений и их соотношения. Примером рассматриваемых схем служит разрезка металлов ленточными пилами и ножовками.
Третья группа,основанная на одном вращательном движении инструмента или заготовки, не имеет широкого практического применения. Она используется, например, при круговом протягивании сегментов на вращающемся столе.
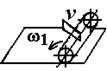
Четвертая группавыражает сочетания из двух движений: прямолинейного и вращательного. Схемы четвёртой группы еще на заре развития техники нашли практическое применение. На них основаны такие широко распространенные методы обработки, как точение, фрезерование, сверление, зенкерование, развертывание, нарезание резьбы резцами, метчиками, плашками, гребёнками, протягивание винтовых пазов и др. Многообразие методов обработки в рассматриваемом случае достигается за счёт взаимной комбинации движений, сообщаемых инструменту или заготовке, изменения соотношения величин скоростей составляющих движений, и их взаимного расположения.
Таблица 14.1
Схемы формообразования поверхностей, основанные на сочетании двух равномерных движений прямолинейно-поступательного и вращательного
| Класс схемы | Тип cxe-мы | Составляющие движения изделия и инструмента, учи-тываемые при профилировании | Сум-марное мгновенное движение | Представление относительного движения с помощью аксоидов | Эскиз взаимного расположения аксоидов | Аксоиды | |||
| инструмента | изделия | ||||||||
| Нет | |||||||||
| I | Поступательное | Поступатель- нoe | -------- | Прямая | Прямая | ||||
| I | Вращательное | Враща-тельное | -------- | Прямая | Прямая | ||||
| I | Винтовое | Винтовое | -------- | Прямая | Прямая | ||||
| II | Вращательное и поступательное, скорость которого перпендикулярна оси вращения | Вра-ща-тельное | Качение цилиндра по плоскости |
| Плоскость | Цилиндр | |||
| Цилиндр | Плоскость | ||||||||
| II | Два вращения вокруг параллельных осей (исключая пару вращений) | Вра-ща-тельное | Качение цилиндра по цилиндру |
| Цилиндр | Цилиндр | |||
| Продолжение табл. 14.1 | |||||||||
| II | Два вращения вокруг пересекающихся осей (угол между осью мгновенного вращения и осью составляющих вращений - прямой) | Вра-ща-тельное |
| Конус | Плоскость | ||||
| Плоскость | Конус | ||||||||
| II | Два вращение вокруг пересекающихся осей | Вра-ща-тельное |
| Конус | Конус | ||||
| II | Пара вращений | Поступательное | Скольжение кольца по кольцу |
| Кольцо | Кольцо | |||
| III | Вращательное и поступательное, скорость которого направлена под углом к оси вращения | Винтовое |
| Плоскость | Цилиндр | ||||
| Цилиндр | Плоскость | ||||||||
| III | Два вращения вокруг скрещивающихся осей (угол между одной из осей вращения и осью результирующихся винта прямой. Ось мгновенного винта и вторая ось вращения - пересекающиеся прямые) | Винтовое |
| Конус | Плоскость | ||||
| Плоскость | Конус | ||||||||
| Окончание табл. 14.1 | |||||||||
| III | Два вращения вокруг скрещивающихся осей | Винтовое | Качение со скольжением гиперболоида по гиперболоиду |
| Гиперболоид | Ги- пер- болоид |


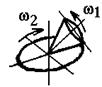


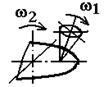

Пятая группаосновывается на сочетании двух вращательных движений. К схемам этой группы относятся такие методы обработки, как наружное протягивание тел вращения специальными протяжками, фрезерование тел вращения, зубофрезерование червячными фрезами червячных колёс и др.
Шестая группакинематических схем резания основана на двух прямолинейных и одном вращательном движении, седьмая группа - на двух вращательных и одном прямолинейном движении, восьмая группа - на трёх вращательных движениях. К этим группам, основанным на сочетании трёх движений, относятся такие методы обработки, как затылование режущих инструментов, фрезерование винтовых канавок, зубодолбление цилиндрических зубчатых колёс, нарезание конических зубчатых колёс резцовыми головками и др.
Возможно построение кинематических схем резания при сочетании четырех и большего количества движений. Однако подобные схемы требуют для своего осуществления сложного оборудования и используются сравнительно редко.
Дата добавления: 2017-11-21; просмотров: 1722;
Поиск по сайту
Узнать еще
- A Схема затяжки болтов ГБЦ; болты 5 и 7 длиннее остальных и устанавливаются в свои места
- H-параметры транзистора, включенного по схеме с ОБ.
- H-параметры транзистора, включенного по схеме с ОЭ.
- II. Электрическая схема и принцип действия.
- III. Симметричная нагрузка, включённая по схеме «треугольник»
- III. Схема замещения и векторная диаграмма асинхронного двигателя
- IV. Экспериментальное определение параметров схемы замещения трансформаторов.
- JK-тpиггеp типа MS: особенности работы, схемная реализация.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
