Виды разрушений зубьев
3.22. Правильно спроектированная и изготовленная передача при выполнении всех правил эксплуатации не должна перегреваться и производить при работе сильного шума. Появление значительного перегрева и чрезмерного шума свидетельствует о недостатках в работе передачи, связанных с ее конструкцией, изготовлением, неправильным выбором смазочного ма териала или возможными повреждениями зубьев. Наблюдаются следующие виды разрушения зубьев: пластическая деформация рабочих поверхностей, их поломка, изнашивание, заедание, выкрашивание рабочих поверхностей. Перечислите основные внешние признаки, характеризующее нарушение нормального работоспособного состояния зубчатой передачи.
3.23.Поломка зубьев. Этот вид разрушения зубьев полностью выводит передачу из строя. Чаще поломка наблюдается у основания зуба (рис. 3.25) вследствие периодического действия переменной нагрузки F, а также в результате значительной кратковременной перегрузки (ударной нагрузки). Если зуб работает одной стороной, то первоначальная трещина, как правило, образуется в зоне растяжения. Трещина распространяется вдоль основания ножки зуба, а иногда к его вершине или по какой-то рабочей части зуба.
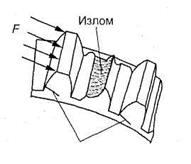
Трещины
Рис. 3.25. Виды разрушений зубьев. Излом зуба
Долговечность зубьев можно повысить, увеличив прочность основания зуба и уменьшив концентрацию напряжений в опасном сечении, увеличив модуль передачи.
К какому виду разрушения может привести действие на зуб переменной нагрузки?
Какие конструктивные мероприятия можно рекомендовать для повышения сопротивления зубьев на излом?
3.24.Выкрашивание рабочих поверхностей зубьев. Этот вид повреждения зубьев нарушает нормальную работу всей передачи, но не выводит ее из строя полностью. Чаще это повреждение наблюдается в закрытых передачах, работающих при обилии смазочного материала. Выкрашивание поверхности зубьев возникает на ножках зубьев колес вблизи полюсной линии (рис. 3.26). Смазочный материал, который заходит в микротрещины, находясь под действием внешнего давления (при работе передачи), расклинивает трещины. Повторяясь, такие действия приводят к откалыванию части металла (рис. 3.27). Диаметр ямок выкрашивания (оспинок) доходит до 2—5 мм. Установлено, что чем тверже поверхности зубьев и чем меньше шероховатость их поверхностей, тем большую нагрузку они могут выдерживать без опасности возникновения выкрашивания. Более вязкой масло способно лучше гасить динамические нагрузки на зубья и тем самым уменьшать выкрашивание поверхности зубьев.

|

|
Рис. 3.26. Виды разрушений зубьев. Усталостное выкрашивание
Рис. 3.27. Процесс образования усталостных раковин в закрытой передаче
В открытых передачах выкрашивание наблюдается очень редко, так как поверхностный слой, в котором возникают начальные трегцины, истирается раньше, чем в нем успевает произойти усталостное выкрашивание.
Как увеличить сопротивляемость зубьев выкрашиванию рабочих поверхностей?
3.25.Изнашивание зубьев чаще наблюдается в открытых передачах, чем в закрытых, заключается в истирании рабочих поверхностей (рис. 3.28) вследствие попадания в зону зацепления металлических частиц, пыли, грязи (абразивное изнашивание).
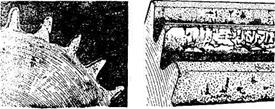
Рис. 3.28. Процесс изнашивания зубьев в открытых передачах
Изнашивание может начаться также в результате недостаточно гладкой поверхности у новой передачи и продолжаться до сглаживания неровностей рабочих поверхностей зубьев.
Дата добавления: 2017-11-21; просмотров: 2240;
Поиск по сайту
Узнать еще
- Arthropoda.Систематика.Блохи.Виды блох.Географическое распространение.Морфология,развитие,патогенное действие.Медицинское и эпидемиологическое значение.Меры борьбы.
- HTML заголовок и его виды
- I. Выборы: понятие, значение и виды.
- II. Понятие и виды элиты.
- III. Старение и усталость. Вибрация. Коррозия деталей машин. Краткие сведения по теории трения. Виды трения. Основные требования и определения
- S-образные виды профиля.
- А. Свойства и виды рецепторов. Взаимодействие рецепторов с ферментами и ионными каналами
- АВАРИЙНО – СПАСАТЕЛЬНЫХ РАБОТ В ЗОНАХ РАЗРУШЕНИЙ.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
