Системы производственного обучения
Система производственного обучения устанавливает последовательность изучения учебного материала, определяет направление, в котором происходит формирование навыков и умений обучающихся. Рассмотрим известные в профессиональной педагогике системы производственного обучения.
Предметная система производственного обучения возникла в период ремесленного производства и строилась по видам выпускаемой продукции. Учащийся делал те же изделия, что и рабочий-инструктор. Система отражала индивидуальную форму производственного обучения и предусматривала перечень изделий-предметов, включенных в программу обучения. При этом учебное разделение процесса изготовления изделий или выполнения работы не было планомерным. Упражнения по отработке приемов и операций не проводились, приобретаемые умения и навыки не были гибкими.
Операционная система производственного обучения возникла в период мануфактурного производства вследствие развития техники. Ученики овладевали теми приемами труда, которые чаще всего применялись при обработке наиболее распространенных изделий. Система характеризовалась последовательным усвоением обучающимися отдельных усложняющихся операций. Предусматривалось формирование первоначальных навыков
и умений, а затем переход к самостоятельному изготовлению простейших изделий. При этом основных положений велась подготовка учащихся к выполнению работ по изучаемой профессии, а не к изготовлению отдельных изделий; учащиеся не видели результатов своего труда в готовом изделии, так как в процессе обучения создавались значительные перерывы между изучением элементов трудового процесса и их применением. Производственный цикл по изготовлению изделий затягивался.
Система обучения— совокупность основных положений(принципов), определяющих содержание, формы и методы обучения
Операционно-поточная система производственного обучения. Поточная система (одна из передовых современных форм организации производства) вызвала к жизни и соответствующую систему производственного обучения — операционно-поточную. Работающий выполняет одну операцию и передает обработанную им деталь на следующее рабочее место по постоянному маршруту. Деталь проходит столько рабочих мест, на сколько операций разделен технологический процесс. Учащийся знает не только приемы выполнения операций, но и место каждой из них в технологическом процессе.
Операционно -предметная система производственного обучения предусматривала изучение трудовых операций в процессе изготовления изделий возрастающей сложности: при изготовлении первого изделия осваивались легкие операции, при изготовлении последующих — более сложные. Система позволяла Учащимся видеть результаты своего труда.
Система производственного обучения ЦИТ была разработана в России в конце 20-х гг. прошлого века Центральным институтом труда (ЦИТ). Для нее характерно деление трудового процесса на составные части — трудовые приемы выполняемые в системе упражнений. Система опиралась на глубокое изучение содержания работ по каждой профессии и научную основу построения трудовых процессов, вырабатывала прочные автоматизированные навыки при выполнении элементов трудовых процессов. Слабые стороны этой системы обучения: недооценка роли производственного труда в процессе производственного обучения; отрыв тренировочных упражнений по выполнению дробных приемов работы от реальных условий труда; привыкание к шаблонному механическому выполнению работы по предписанной, строго регламентированной инструкции.
Операционно-комплексная система создана в середине 30-х гг. XX в. на базе школ ФЗУ. В основу положено чередующееся освоение учащимися основных приемов выполнения операций и постепенно усложняющихся комплексных работ. Уделялось особое внимание группировке и последовательности операций, а также подбору объектов и расположению их в определенной последовательности и взаимосвязи. Обучающиеся постепенно овладевали всеми приемами и способами выполнения работ в сочетаниях, типичных для определенного производства. Производственные операции осваивались в концентрической последовательности. Эта система рассчитана на обучение преимущественно ручным и машинно-ручным профессиям непосредственно в учебных условиях.
Инвариантно-модульная система разработана в 60-х гг. XX в. академиком С.Я. Батышевым. Учебно-воспитательный процесс делится на две стадии: основную (стабильную) и специальную (динамичную). Система дает возможность преобразовать содержание профессионально-технического образования в профтехучилищах и на производстве как на федеральном уровне, так и на региональном, учитывая требования конкретного производства.
Приемно-комплексно-видовая система производственного обучения. Сущность ее состоит в выделении важнейших элементов профессии (приемов труда, видов работ) и в обеспечении прочного овладения этими приемами в пределах каждого вида работы с последующим соединением приемов в комплексы. В отличие от операционно-комплексной, в этой системе основным элементом производственного обучения является не операция, а прием работы, что позволяет применять ее при подготовке рабочих по большинству профессий.
Проблемно-аналитическая система производственного обучения весь учебный материал делит на отдельные учебные проблемы, имеющие самостоятельное значение. Изучаемые проблемы являются частями реально существующих технологических процессов. Овладение навыками и умениями осуществляется по каждой проблеме в отдельности в определенной последовательности, учитывающей реальный технологический процесс и характер участия в нем рабочего соответствующей специальности. Каждая проблема состоит из нескольких структурных частей — ситуаций. Обучающиеся изучают и анализируют конкретные ситуаций и принимают по ним решения.
Система состоит из трех последовательных периодов производственного обучения: изучение отдельных ситуаций и упражнения в их выполнении; изучени всего технологического процесса и самостоятельное выполнение задания по ег ведению, регулированию и контролю. По каждой теме учебной программы, Ра деленной на проблемы, разрабатывается методически целесообразная систе упражнений, расположенных в порядке возрастающей сложности.
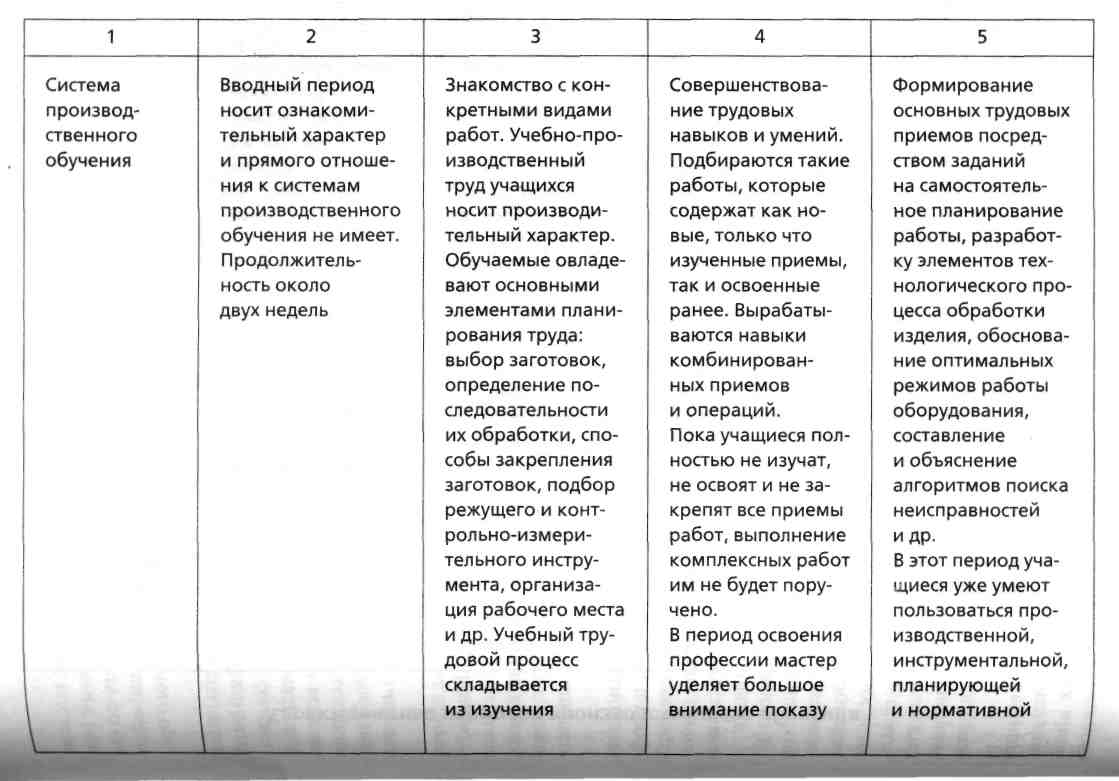
Таблица 10 Характеристика периодов производственного обучения
| Сравниваемые характеристические признаки | Периоды производственного обучения | |||
| Вводный | Подготовительный | Период овладения трудовыми умениями и навыками | Контрольно-заключительный | |
| Задачи, решаемые мастером производственного обучения | Мастер изучает индивидуальные особенности учащихся, пробуждает у них интерес к выбору рабочей профессии, знакомит с условиями работы по профилю подготовки и с общими требованиями к труду. Мастер вовлекает учащихся в технические кружки, организует встречи с передовиками производства | Организация рабочего места учащихся, соблюдение требований безопасности труда и производственной дисциплины, бережного отношения к инструментам и материалам, соблюдение правил личной гигиены и производственной санитарии, ознакомление с культурой производства и производственной эстетикой | Формирование у учащихся навыков и умений, способности выполнять работы с соблюдением ритма и темпа, а также технических требований к выполняемой работе; развитие самостоятельности в выполнении заданий и чувства ответственности за порученное дело | Закрепление полученных знаний, навыков и умений (совершенствование их на современном оборудовании с применением новых приспособлений и инструментов), а также освоение методов работы передовиков и новаторов производства |
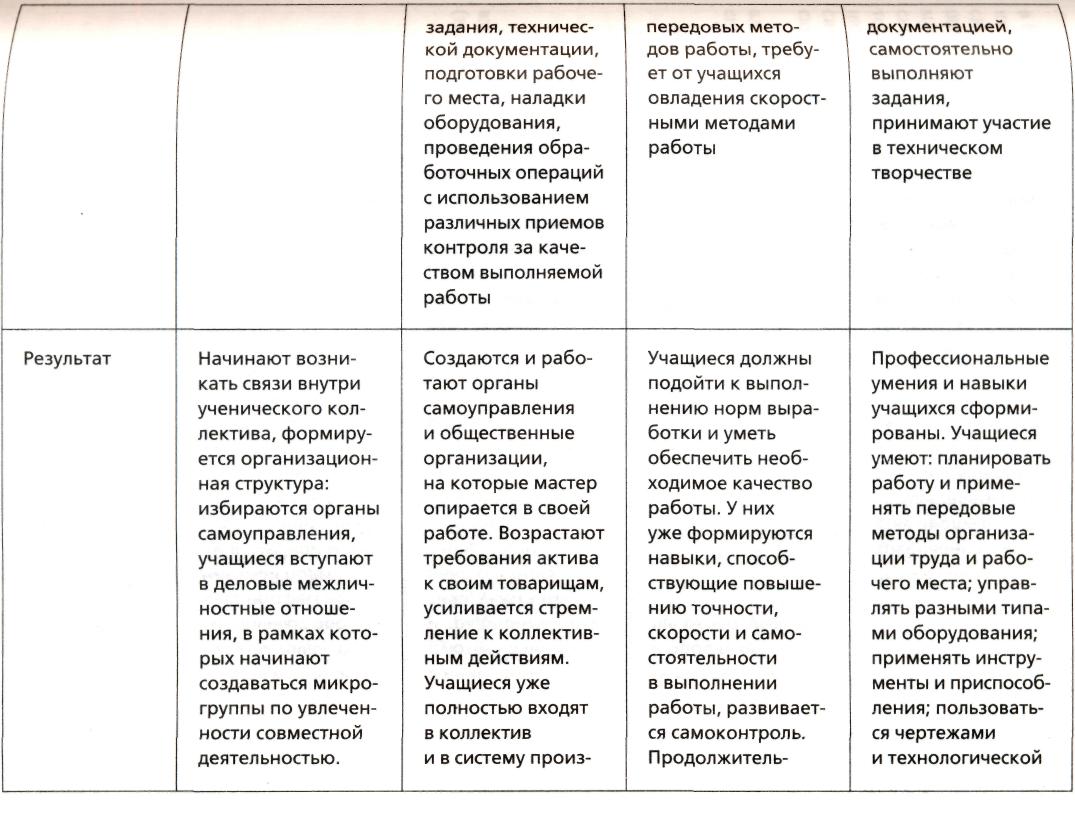
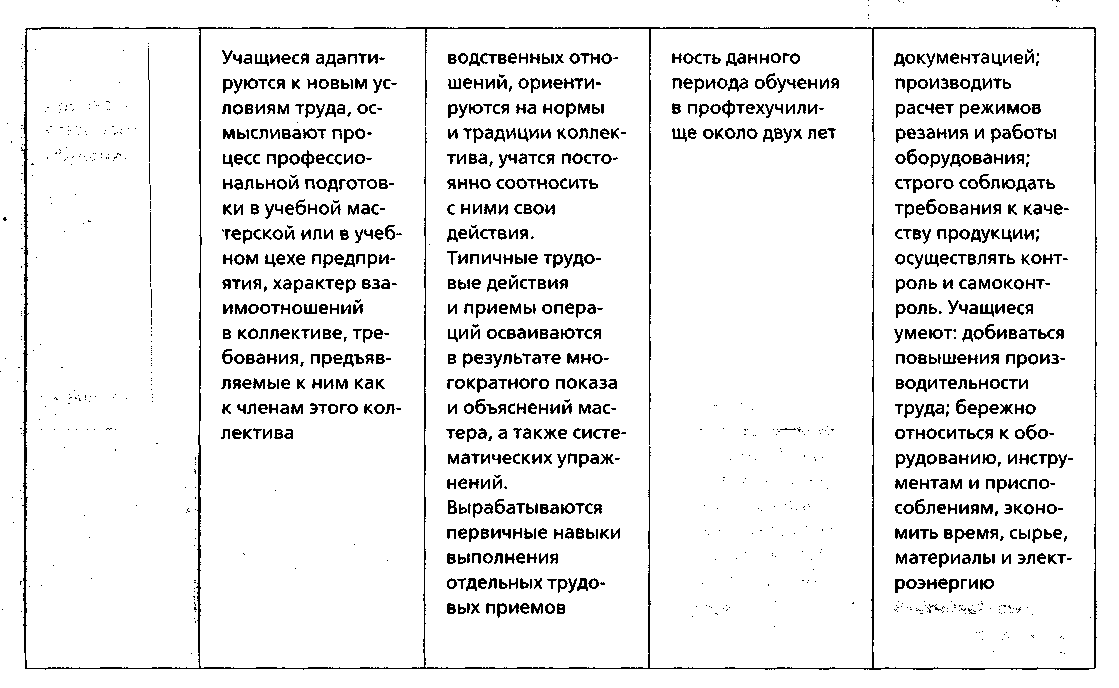
Продолжение табл. 10
|
|
Проектно-технологическая система производственного обучения возникла 90-х гг. XX в. и отражает динамичные модели образования: гибкие модули, интернет-технологии, личностно-ориентированное проектное обучение, творческий характер деятельности, при котором изделие создается от идеи до ее воплощения. Учебный материал осваивается в процессе выполнения социальных или материальных проектов. По каждой дисциплине предлагается система творческих последовательно усложняемых проектов, в том числе и по отдельно взятым темам. Основу учебного процесса составляют научно обоснованные технологии, направленные на преобразование субъектов обучения. Формирование профессиональных умений осуществляется в процессе выполнения учебных творческих проектов.
Система включает примерный перечень демонстрационных, учебных и реальных творческих проектов, а также перечень технологий, подлежащих освоению.
Дата добавления: 2021-10-28; просмотров: 570;
Поиск по сайту
Узнать еще
- F45.38 другие органы или системы
- I. История возникновения и развития классно-урочной системы.
- I. Определение и структура методов обучения.
- I. Понятие о принципах обучения, их взаимосвязь.
- I. Развитие Донбасса в условиях кризиса феодально-крепостнической системы
- I. Создание системы управленческого учета.
- I. Специфические особенности процесса воспитания в сравнении с процессом обучения.
- II. Научность, систематичность и последовательность обучения.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
