Механические захватные устройства роботов и их расчет
Порядок расчета захватных устройств будет зависеть от типа привода самого устройства. Они бывают с пневмо-, гидро-, электро -, а также с пружинным приводом.
Типы передаточных механизмов в этом случае используются следующие: стержневые (рычажные), реечные, а также клиновые.
Расчет таких захватных устройств включает шесть основных этапов. Это определение:
- силовых и передаточных отношений выбранной схемы захвата;
- необходимого усилия привода (Р) на штоке приводного цилиндра;
- необходимого усилия захвата (силы зажима – F) детали;
- сил в точке контакта зажимных элементов с деталью;
- контактных напряжений в материале детали (σ).
Ниже (на рис. 3.2–3.5) даны кинематические схемы механизмов захватов и приведены выражения передаточных отношений (P/F) для данных механизмов. Размеры рычагов захвата назначаются конструктивно, исходя из габаритных размеров захватываемой детали. Например, для средних габаритов в пределах до 200–250 мм, а потом проверяются по условию контактной прочности детали. Коэффициент полезного действия механизмов далее обозначен через (η).
 а
а
|
 h = 0,9;
Q = 4…8°.
б
h = 0,9;
Q = 4…8°.
б
|
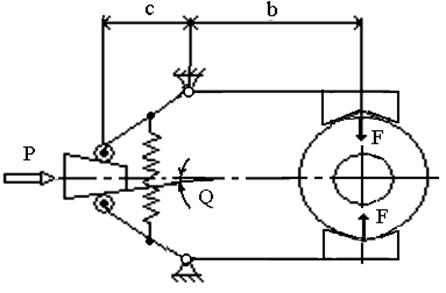
Рис. 3.2. Кинематическая схема рычажно-клинового захватного устройства: а – схема механизма; б – исходные данные для расчета
 а
а
|
 .
б .
б
|
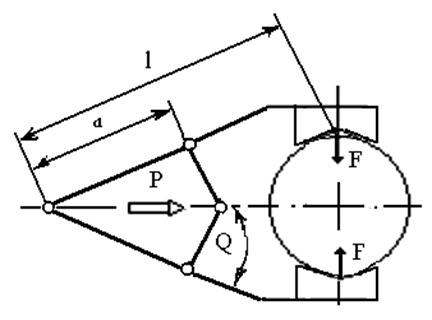
Рис. 3.3. Кинематическая схема рычажного захватного устройства: а – схема механизма; б – исходные данные для расчета
 а
а
|
 .
б .
б
|
Рис. 3.4. Кинематическая схема реечного захватного устройства: а – схема механизма; б – исходные данные для расчета
 а
а
|
  .
б .
б
|
Рис. 3.5. Кинематическая схема кулисного захватного устройства: а – схема механизма; б – исходные данные для расчета
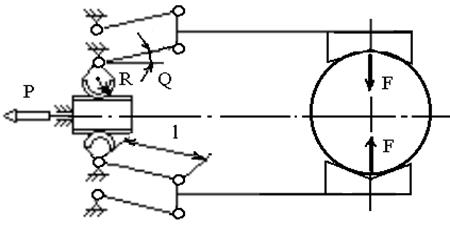
Анализ кинематической схемы захватного устройства.Рассмотрим в качестве примера рычажно-стержневой механизм. Пусть привод устройства осуществляется от пневмоцилиндра.
1. Силовое передаточное отношение определится:
 , (3.1)
, (3.1)
где  – усилие, действующее на деталь со стороны зажимных губок, Н;
– усилие, действующее на деталь со стороны зажимных губок, Н;
 – движущая сила, развиваемая приводом устройства, Н.
– движущая сила, развиваемая приводом устройства, Н.
2. Из соотношения работ получают:
 (3.2)
(3.2)
 , (3.3)
, (3.3)
где  – перемещение соответственно губок и штока цилиндра;
– перемещение соответственно губок и штока цилиндра;
 – КПД данного передаточного механизма.
– КПД данного передаточного механизма.
3. Тогда кинематическое передаточное отношение
 (3.4)
(3.4)
4. Проводят силовой анализ механизма ЗУ, для чего рассматривают схему сил и моментов, действующих на ведущее звено механизма при закреплении. Она приводится на рис. 3.6.
Рис. 3.6. Схема к примеру расчета схвата рычажно-стержневого типа
Моменты сил трения в шарнирах:
 (3.5)
(3.5)
 , (3.6)
, (3.6)
где  – диаметр осей в шарнирном соединении стержней;
– диаметр осей в шарнирном соединении стержней;
 – угол трения. Угол =14°.
– угол трения. Угол =14°.
Для принятых на практике размеров углов и звеньев можно считать:
 . (3.7)
. (3.7)
5. Из условия равновесия звена ВС
 (3.8)
(3.8)
где  – расстояние между осями шарниров В и С;
– расстояние между осями шарниров В и С;
 – угол между вертикалью и звеном ВС при закрытом захвате.
– угол между вертикалью и звеном ВС при закрытом захвате.
 (3.9)
(3.9)
Тогда из ранее приведенных уравнений получают:
 (3.10)
(3.10)
8. Исключив малые величины получают:
 (3.11)
(3.11)
9. Коэффициент полезного действия при  определяется:
определяется:
 . (3.12)
. (3.12)
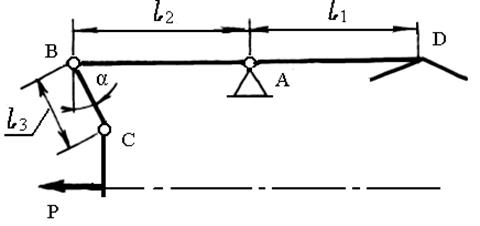
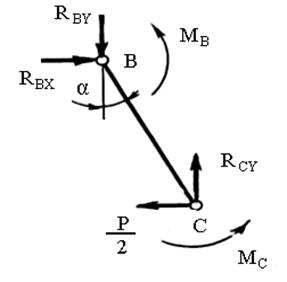
Определение необходимого усилия привода захвата.Соотношение между усилиям привода и силой зажатия детали или моментом на губках ЗУ определяются из условия статического равновесия. Так, например, для захватного устройства с рычажным механизмом, указанным на рис. 3.8, справедливо следующее.
1. Из условия  в точке С имеем:
в точке С имеем:
 (3.13)
(3.13)
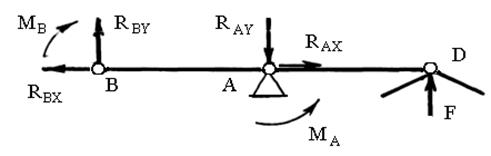
2. Из условия  относительно точки А следует:
относительно точки А следует:
 . (3.14)
. (3.14)
 а а
|
 б б
|
 в в
|
Рис. 3.7. Схемы к примеру расчета захватного устройства: а – расчетная; б – сил и моментов на звене ВС; в – сил и моментов на звене BD
3. При известном моменте М усилие привода:
 , (3.15)
, (3.15)
где  – момент сил на зажимной губке;
– момент сил на зажимной губке;
 – плечо рычага;
– плечо рычага;
 – число губок.
– число губок.
Если используется схема с реечным механизмом, то
 , (3.16)
, (3.16)
где  – модуль зубчатого сектора;
– модуль зубчатого сектора;
 – полное число зубьев сектора;
– полное число зубьев сектора;
 – КПД реечной передачи.
– КПД реечной передачи.
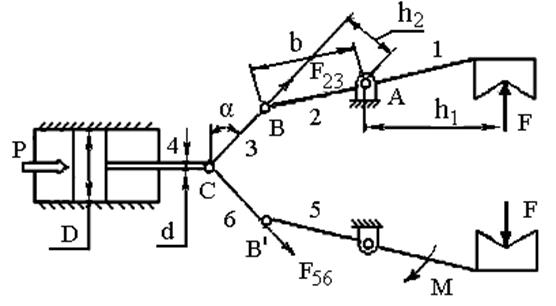
Рис. 3.8. Пример расчетной схемы рычажно-стержневого механизма для определения усилия привода для зажима детали
Величина приложенной к ЗУ силы, развиваемой пневмоцилиндром с учетом КПД, может быть определена:
 , (3.17)
, (3.17)
где  и
и  – соответственно диаметры гильзы и штока пневмоцилиндра;
– соответственно диаметры гильзы и штока пневмоцилиндра;
 – удельное давление воздуха в пневмосети. Для питания промышленных роботов обычно принимают = 0,4 МПа.
– удельное давление воздуха в пневмосети. Для питания промышленных роботов обычно принимают = 0,4 МПа.
Учитывая выше изложенное, можно определить диаметр гильзы:
 (3.18)
(3.18)
где  – эмпирическая постоянная, равная (приближенно):
– эмпирическая постоянная, равная (приближенно):
 . (3.19)
. (3.19)
Определение необходимого усилия захвата детали роботом.Порядок определения зависит от характера движения детали, поэтому следует рассмотреть его для следующих основных видов перемещения (на примере захвата призматическими губками).
1. При вертикальном линейном перемещении (движение – подъем):
 (3.20)
(3.20)
где  – вес захватываемой детали, Н;
– вес захватываемой детали, Н;
 – коэффициент запаса. Обычно принимают К=1,5…2;
– коэффициент запаса. Обычно принимают К=1,5…2;
 – ускорение вертикального движения (равноускоренного);
– ускорение вертикального движения (равноускоренного);
 – коэффициент трения между губками. Сталь по стали =0,1;
– коэффициент трения между губками. Сталь по стали =0,1;
 – ускорение свободного падения. g =9,8/м/c2.
– ускорение свободного падения. g =9,8/м/c2.
2. При горизонтальном линейном перемещении (выдвижение руки):
 (3.21)
(3.21)
где, кроме упомянутых величин,  – угол скоса губок. Стандартный угол призмы равен 90 либо 120 градусов.
– угол скоса губок. Стандартный угол призмы равен 90 либо 120 градусов.
3. При вращении захватного устройства в горизонтальной плоскости:
 (3.22)
(3.22)
где  – угловая скорость вращения;
– угловая скорость вращения;
 – угловое ускорение при повороте ЗУ;
– угловое ускорение при повороте ЗУ;
 – расстояние от оси вращения до оси детали.
– расстояние от оси вращения до оси детали.
4. При одновременном движении по всем трем направлениям:
 (3.23)
(3.23)
Именно по этой формуле предпочтительно рассчитывать привод захватного устройства, так как здесь учтены режимы транспортирования детали и фактические размеры в крайнем неблагоприятном случае.
Кроме того, усилие зажима детали можно определить ориентировочно по эмпирической формуле:
 (3.24)
(3.24)
где  – масса заготовки;
– масса заготовки;
 – коэффициент запаса, зависящий от условия применения робота. Обычно = 1,2…2,0;
– коэффициент запаса, зависящий от условия применения робота. Обычно = 1,2…2,0;
К2 – коэффициент, зависящий от максимального ускорения. с которым робот перемещает деталь. Обычно  .
.
 , (3.25)
, (3.25)
 – коэффициент передачи, определяемый в зависимости от конкретной схемы расположения детали (см. табл. 3.1).
– коэффициент передачи, определяемый в зависимости от конкретной схемы расположения детали (см. табл. 3.1).
Проверка – определение напряжений на поверхностях контактирования.Данный расчет необходим для установления возможности повреждения детали захватным устройством. Если захват рассчитан неверно или размеры рычагов назначены неправильно, то на поверхности захватываемой детали могут образоваться вмятины, что недопустимо.
Контактные напряжений должны быть меньше допускаемого значения [σк] для данной марки материала. Подробнее – см. справочную литературу по конструкционным материалам, из которых изготавлены детали.
Значения коэффициента К3проиведены в табл. 3.1. Далее приняты следующие обозначения.
Обозначение величин в табл. 3.2 означают следующее:
N – нормальная реакция, действующая в месте контакта в ответ на усилие захвата (F), Н;
Епр – приведенный модуль упругости материала детали;
 – ширина губки, см;
– ширина губки, см;
– диаметр детали, см;
 – радиус губок ЗУ, см.
– радиус губок ЗУ, см.
– коэффициент, зависящий от отношения размеров соприкасающихся поверхностей.
Допускаемое значение можно определить приближено, в зависимости от вида контакта между деталью и губками захватного устройства:
 – при линейном контакте;
– при линейном контакте;
 – при точечном контакте.
– при точечном контакте.
Приведенный модуль упругости подсчитывается по формуле (3.26):
Табл. 3.1. Значения коэффициента К3 для различных положений детали в захватном устройстве
| V–образные губки, круглое сечение детали | К3 | Плоские губки, прямоугольное сечение детали | К3 |
| 
| 
|
|
| 
| 
| 
|
| 
| 
| 
|
 (3.26)
(3.26)
где  – модуль упругости материала заготовки;
– модуль упругости материала заготовки;
 – модуль упругости материала губок ЗУ.
– модуль упругости материала губок ЗУ.
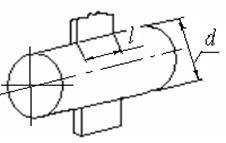
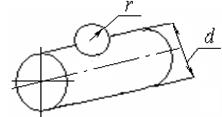
Табл. 3.2. Формулы для расчета контактных напряжений
| № п/п | Схема контактирования | Расчетная формула |
|
| |
| 
| |
|
| |
|
|
Табл. 3.3 Допускаемые контактные напряжения в материале деталей
| Материал детали | Вид контакта |  , МПа , МПа
|
| Сталь | линейный | 450 – 850 |
| точечный | 1100 – 2200 | |
| Чугун | линейный | 260 – 350 |
| точечный | 600 – 800 |
В табл. 3.3 – это допустимые контактные напряжения для материала захватываемой роботом детали, разброс значений которых обусловлен механическими свойствами марки стали, из которой изготовлена деталь. Более точные значения всегда можно найти в соответствующих справочниках. Допускается провести проверку по минимальному указанному значению напряжения (450 МПа), что отражает свойства наиболее мягких сталей.
Значения приведенного модуля упругости для некоторых материалов деталей при стальных губках захватного устройства даны в табл. 3.4.
Табл. 3.4. Приведенный модуль упругости материалов деталей
| Материал детали | Епр 105, МПа | Материал детали | Епр 105, МПа |
| Сталь | 2,10 | Бронза | 1,25 |
| Чугун серый | 1,25 | Алюминий | 1,05 |
| Чугун модифицированный | 1,60 | Латунь | 1,20 |
Таким образом, при проведении проверки должно выполняться следующее условие:
σ <[σк]. (3.27)
Тогда все принятые конструктивно размеры рычагов захватного устройства считаются окончательными и выносятся на рабочий чертеж. Останется сформулировать вывод по результатам проведенной проверки.
На этом расчет ЗУ заканчивается. При проработке конструкции важным вопросом является стыковка захватного устройства с исполнительным устройством (рукой) промышленным роботом. Этот вопрос решается с учетом размеров посадочных мест конкретной модели ПР после выбора ее, выполняемого по приведенным выше технологическим критериям.
В качестве конструктивного исполнения мест крепления сменных ЗУ для ПР отечественного производства предложено фланцевое крепление, причем на руке робота выполняется фланец с центрирующим отверстием по оси и резьбовыми крепежными отверстиями по периферии. Это позволяет размещать часть ЗУ внутри руки ПР, имеющей трубчатую форму. Кроме того, обеспечивается связь ЗУ, не имеющих собственного привода с приводом, расположенным в руке ПР (например, в виде пневмоцилиндра). Фланец может быть как круглым, так и квадратным (см. рис. 3.11), но координаты расположения упомянутых резьбовых отверстий остаются постоянными для данного типоразмера, оба исполнения взаимозаменяемы.
Далее приведем пример расчета механизма захватного устройства ПР, одного из возможных вариантов его конструктивного исполнения. Цель расчета – определить основные размеры устройства, рассчитать необходимое усилие закрепления детали, усилие на штоке приводного пневмоцилиндра, размеры поршня и штока последнего. Все это сопроводить проверкой по величине контактных напряжений, возникающих в зоне взаимодействия зажимных губок и захватываемой роботом детали.
При выборе типа зажимного устройства для промышленного робота из предложенных выше вариантов кинематики, необходимо в качестве исходных данных учитывать: тип и конструкцию основного и вспомогательного технологического оборудования (например, станков, накопительных или экспортных устройств и т. д.), обслуживаемых данным ПР.
Кроме того, необходимо учесть следующие факторы:
- характеристики объекта манипулирования;
- тип, модель и конструкцию самого ПР;
- особенности технологического процесса.
На рис. 3.9 показан вариант конструкции однопозиционного схвата для деталей типа валов, дисков и фланцев, имеющих широкий диапазон диаметров. Рассматриваемая конструкция обеспечивает центрирование детали независимо от ее диаметра.
Высокая стабильность установки (0,05–0,07 мм) достигается за счет профилирования губок схвата. Они могут иметь различной формы рабочую поверхность.
Рис. 3.9. Захватное устройство промышленного робота
Две пары рычагов 1, выполненных заодно с зажимными губками, свободно установлены на своих осях 2. На рычагах нарезаны зубчатые секторы, входящие попарно в зацепление с рейками 3, которые связаны между собой рычагами 4, образующими шарнирный параллелограмм. Шарнирный параллелограмм обеспечивает независимую работу каждой пары зажимных рычагов 1, что необходимо для захватывания и центрирования деталей. Место соединения тяги 5 с гнездом, выполненным во втулке 6 привода зажима и разжима схвата, а также байонетное соединение хвостовика 7 схвата с головкой шпинделя 8 кисти руки унифицированы. Предусмотрены два исполнения унифицированного захватного устройства: сменное и быстросменное. В сменном захватном устройстве хвостовик 7 крепится к шпинделю 8 кисти руки при помощи байонетного замка 9, накидного фиксатора 10.
В быстросменном захватном устройстве применяется только байонетное крепление 9, которое может быть использовано и при автоматической смене схвата. При установке хвостовик 7 вводится в гнездо с одновременным отжимом фиксатора 10, который при повороте схвата на 90° входит под действием пружины в отверстие во фланце.
Пример расчета механизма схвата промышленного робота
Порядок расчета будет зависеть от типа привода устройства. Они бывают с пневмо-, гидро-, электро -, а также с пружинным приводом.
Типы передаточного механизма в ЗУ следующие: стержневые (рычажные), реечные, клиновые.
Расчет включает шесть основных этапов. Это определение:
- силовых и передаточных отношений выбранной системы ЗУ;
- необходимого усилия привода;
- необходимого усилия захвата;
- сил, действующих в точке контакта зажимных элементов с деталью;
- контактных напряжений в материале детали;
- допустимых крутящих и изгибающих моментов в местах крепления.
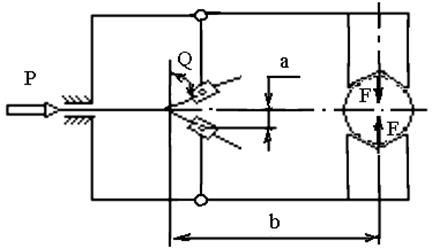
Принципиальная кинематическая схема для определения усилия привода зажима детали и определения диаметра цилиндра привода схвата приведена на рис. 3.10.
Определяется усилие схвата при одновременном движении по трем направлениям с помощью известной формулы:
 , (3.28)
, (3.28)
Рис. 3.10. Кинематическая схема для определения усилия привода зажима детали и диаметра пневматического цилиндра схвата
где – масса детали;
– коэффициент запаса;
– ускорение вертикального движения;
– коэффициент трения между губками;
– ускорение свободного падения;
– угловая скорость вращения;
– угловое ускорения поворота ЗУ;
– расстояние от оси вращения до оси детали, м (R=1,3 );
– угол скоса губок;
 – ускорение горизонтального движения.
– ускорение горизонтального движения.
Определяется ускорение в вертикальном направлении
 , (3.29)
, (3.29)
где vв– линейная скорость перемещения в вертикальном направлении, м/с;
tв– время перемещения робота в вертикальном направлении на максимальное расстояние с максимальной линейной скоростью , с.
 (3.30)
(3.30)
где S – максимальное расстояние перемещения робота вертикальном направлении, м.
Тогда:
Определяется ускорение в горизонтальном направлении
 , (3.31)
, (3.31)
где vг – линейная скорость перемещения в вертикальном направлении, м/с;
tг – время перемещения робота в горизонтальном направлении на максимальное расстояние с максимальной линейной скоростью, с.
 (3.32)
(3.32)
Тогда:
Угловая скорость руки относительно вертикальной оси определяется из технической характеристики  .
.
Определяется угловое ускорение относительно вертикальной оси
 (3.33)
(3.33)
где  – тангенциальное ускорение руки относительно вертикальной оси,
– тангенциальное ускорение руки относительно вертикальной оси,  ;
;
Определяется время поворота руки относительно вертикальной оси
 (3.34)
(3.34)
где Д – максимальный угловой диапазон поворота руки, град
Определяется линейная скорость при повороте руки относительно вертикальной оси
 , (3.35)
, (3.35)

Определяется тангенциальное ускорение руки относительно вертикальной оси
 (3.40)
(3.40)
Тогда:
Тогда зажимное усилие схвата составит

Далее определяется движущая сила (усилие на штоке пневмоцилиндра). Из выражения передаточного отношения для данного типового механизма захватного устройства, находим:
 (3.41)
(3.41)
После чего определяется диаметр приводного цилиндра.
 (3.42)
(3.42)
где – удельное давление воздуха в пневмосети, МПа; ( = 0,4 МПа) ;
– эмпирическая постоянная, равная (приближенно):
 . (3.43)
. (3.43)

Данное значение округляется до ближайшего стандартного D=80 мм.
Выбирается цилиндр 40М4Д80А50 Camozzi двустороннего действия, соответствующий стандарту ISO6431. Цилиндры этой серии оснащены устройствами демпфирования в конце хода с регулировкой интенсивности торможения. Положение поршня определяется магнитными датчиками положения, закрепляемыми на цилиндре. Кроме того, поршень имеет пластиковые шайбы, обеспечивающие бесшумную остановку.
Для проведения проверки, в начале определяется усилие контактирования между деталью и губкой захватного устройства ПР:
 N=
N=  (3.44)
(3.44)

Определяется контактное напряжение по формуле:
 , (3.45)
, (3.45)
где Епр – приведенный модуль упругости материала губки захвата и детали  ;
;
 – ширина губки, см;
– ширина губки, см;
 – диаметр детали, см;
– диаметр детали, см;
 – радиус губок ЗУ, см
– радиус губок ЗУ, см

Допускаемое контактное напряжение в материале детали (см. справочник по механическим свойствам материалов) при линейном контакте оказывается больше расчетной величины напряжения. То есть условие  выполняется, следовательно, повреждения поверхности захватываемой роботом детали не произойдет.
выполняется, следовательно, повреждения поверхности захватываемой роботом детали не произойдет.
Примечания.1. Выбор формулы для расчета фактического значения контактного напряжения зависит от формы поверхности зажимной губки (см. п. 1 и п. 2 табл. 3.2). В обоих случаях имеет место линейный контакт.
2. В выводе следует отметить, что полученные в результате проверки данные подтверждают правильность размеров элементов захватного устройства, назначенных ранее конструктивно.
В сборочном чертеже захватного устройства необходимо показать крепление его к руке робота. Это отверстия во фланце и т. п. элементы, определяемы моделью выбранного ПР. Если такие данные отсутствуют, можно воспользоваться следующими рекомендациями. В производственных условиях применяются две схемы крепления ЗУ к промышленному роботу в соответствии с их конструктивным исполнением (сменные или быстросменные).
Места их крепления определены РТМ 2 Р00–1–78. В качестве конструктивного исполнения мест крепления сменных ЗУ предложено фланцевое крепление, причем на руке ПР выполняется фланец с центрирующим отверстием по оси и резьбовыми крепежными отверстиями по периферии.
 а а
|  б б
|
 в в
|
 г г
|
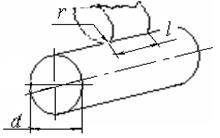
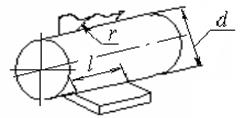
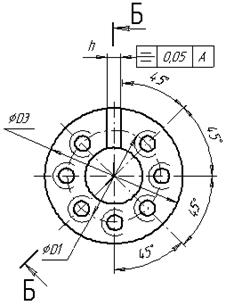
Рис. 3.11. Места крепления сменных захватных устройств на исполнительном органе (руке) промышленного робота
Табл. 3.5. Основные размеры (мм) мест крепления сменных ЗУ
| D | D1 | d1 | l не менее | D2 | D3 не менее | h | r | n* | b | |
| исполнение | ||||||||||
| I | II | |||||||||
| М4 | ||||||||||
| М5 | ||||||||||
| М6 | ||||||||||
| М8 | ||||||||||
| М10 | ||||||||||
| М10 | ||||||||||
| М12 | ||||||||||
| М16 |
Примечание: * – число крепежных отверстий на фланце.
Это позволяет размещать часть ЗУ внутри руки ПР, имеющей трубчатую форму. Кроме того, обеспечивается связь ЗУ, не имеющих собственного привода с приводом, расположенным в руке ПР. Фланец может быть как круглым, так и квадратным, но координаты расположения упомянутых резьбовых отверстий остаются постоянными для данного типоразмера, т. е. оба исполнения взаимозаменяемы.
Для информации при выполнении ВКР приведем содержание основных пунктов технической характеристики и технических требований на сборочном чертеже захватного устройства промышленного робота (с некоторыми численными значениями):
Техническая характеристика
1. Усилие захвата детали роботом, Н 94
2. Диапазон размеров захватываемой детали, мм 40...100
3. Рабочее давление воздуха, МПа 0,4
4. Масса механизма захватного устройства, кг 12,5
Технические требования
1. Устройство устанавливать на промышленный робот модели (здесь указать модель выбранного Вами робота);
2. Подвижные части должны перемещаться плавно, без заеданий;
3. На рабочие поверхности устройства нанести слой смазки ЦИАТИМ–201 ГОСТ 6267-84;
4. Маркировать обозначение.
Примечание.Для выполнения последнего пункта выбрать на устройстве заметную и неответственную поверхность, где указать место маркировки (это будет обозначение сборочного чертежа) в виде кружка диаметром 8 – 10 мм с номером пункта ТТ, в нашем примере – номера 4.
Дата добавления: 2017-10-04; просмотров: 11989;
Поиск по сайту
Узнать еще
- I. Расчёт методом контурных токов.
- II Расчет и анализ трехфазных цепей
- II. Особенности политического устройства Ирана
- II. Расчёт методом суперпозиции.
- III. Основные законы, используемые при расчёте магнитных цепей.
- III. Расчёт электрического состояния цепи с последовательным соединением элементов L, R, C.
- IV. Расчёт простых цепей постоянного тока методом эквивалентных преобразований сопротивлений.
- IV. Расчёт цепи с параллельным соединением R, L, C элементов

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
