Разновидности захватных устройств ПР и их краткая классификация
Захватные устройства (ЗУ) (захваты или схваты) промышленных роботов и манипуляторов служат для захватывания и удержания в определенном положении объектов манипулирования. Эти объекты могут иметь различные размеры, форму, массу и обладать разнообразными физическими свойствами, поэтому захваты относятся к числу сменных элементов роботов, т. е. к их оснастке. Как правило, роботы комплектуют типовым для данной модели захватным устройством, которое требует смены в зависимости от требований конкретной технологической операции или задания. Иногда на типовой захват устанавливают сменные рабочие элементы (губки, присоски и т.п.). При необходимости роботы оснащают специальными ЗУ, предназначенными для выполнения определенных операций.
К захватным устройствам предъявляются требования общего характера и специальные, связанные с конкретными условиями работы. К числу обязательных требований относятся:
· надежность захватывания и удержания объекта в процессе разгона и торможения подвижных узлов робота,
· стабильность и точность базирования,
· недопустимость повреждений или разрушения объектов.
· обеспечение достаточной силы захвата без нарушения поверхности деталей, прошедших окончательную обработку;
· создание, в случае необходимости, дополнительных движений собираемых деталей (движение доориентации).
Прочность их должна быть высокой при малых габаритных размерах и массе. При обслуживании одним роботов нескольких единиц оборудования применение широкодиапазонных захватов или их автоматическая смена может оказаться единственно возможным решением, если одновременно обрабатываются детали различных конфигураций и массы.
Поэтому к таким устройствам, работающих в условиях серийного производства, предъявляются дополнительные требования:
· широкодиапазонность (возможность захватывания и базирования деталей в широком диапазоне массы, размеров и формы),
· обеспечение захватывания близко расположенных деталей,
· легкость и быстрота замены (вплоть до автоматической).
В ряде случаев необходимо автоматическое изменение усилия удержания объекта в зависимости от массы детали. В последнее время ведутся разработки конструкций захватных устройств, способных захватывать и базировать не ориентированно расположенные объекты.
По принципу действия захватные устройства бывают:
· механические. Это захватывающие и удерживающие объект с помощью поддерживающих, удерживающих, зажимных или зачерпывающих механических устройств и, в свою очередь, различающиеся на неприводные и приводные;
· магнитные (с постоянным магнитом и с электромагнитом), притягивающие объект благодаря ферромагнитным свойствам некоторых материалов (например, стали, чугуна), т.е. способности притягиваться к магнитам;
· вакуумные, притягивающие и удерживающие объект силой атмосферного давления воздуха за счет создания разрежения в вакуумной камере, прижимаемой к поверхности объекта;
· с эластичными камерами, удерживающие объект с помощью камер различной конструкции изменением их формы и размеров посредством подачи во внутренние полости сжатого воздуха или жидкости под давлением;
струйные, которые удерживают детали небольшой массы за счет реакции струи воздуха, истекающей из отверстий схвата, расположенных под углом и вверх.
По типу применяемого привода они различаются на:
· неприводные,
· магнитные,
· электрические,
· гидравлические,
· комбинированные.
По характеру взаимодействия с объектом захватные устройства подразделяются на пять групп:
1. Поддерживающие, подхватывающие объект за нижнюю поверхность, выступы или отверстия без его зажатия. К ним относятся крюки, вилы, петли, штыри и другие подобные устройства.
2. Удерживающие, представляющие собой емкости типа ковша или совка и предназначенные для удержания и перемещения в них мелких насыпных деталей, сыпучих и жидких материалов. Обычно удерживающие захватные устройства не имеют привода, а загрузка их материалом производится насыпкой или заливкой.
3. Притягивающие, удерживающие объект, благодаря использованию различных физических эффектов, например, магнитного или вакуумного притяжения. К этой группе относятся вакуумные и магнитные захваты, а также устройства, использующие электростатическое притяжение.
4. Зажимные, захватывающие и удерживающие объект кинематическим воздействием рабочих элементов (губок, клещей, пальцев и т.п.) за счет сил трения или комбинации сил трения и запирающих усилий относят к устройствам активного типа.
5. Устройства зачерпывающие, насыпные, штучные детали либо сыпучие материалы и удерживающие их в емкости, образуемой смыкаемыми элементами, обычно называют грейферными захватами.
В поддерживающих захватных устройствах объект манипулирования лежит свободно и фиксируется только собственной массой, в удерживающих он фиксируется на основе различных физических эффектов: магнитного, атмосферного давления, струйного, адгезионного и т. п. Чаще всего объект манипулирования удерживается силами трения и запирающими усилиями, возникающими вследствие перемещения рабочих элементов (зажимных губок).
Проектирование захватных устройств роботов начинают после выбора объекта роботизации. Определяют возможные подходы схвата и места захвата объекта манипулирования, выявляют ситуации, в которых невозможно обойтись без перезахвата или смены схвата. Затем выбирают ки кинематику механизма, форму и расположение базирующих поверхностей и рассчитывают усилие зажима, прикладываемое к объекту манипулирования и параметры привода.
Такие устройства должны быть в определенной степени универсальными и быстросменными, иметь небольшую массу, так как они ограничена грузоподъемностью ПР, обеспечивать необходимое быстродействие, определяющее производительность выполнения процессов. В конструкции желательно предусмотреть регулировку усилия зажима детали и угла раскрытия, что позволит свести к минимуму время на срабатывание захвата.
Классифицировать устройства целесообразно по уровням.
Первый уровень – по способам взаимодействия с объектом манипулирования. Существует три таких способа:
· посредством трения;
· силой атмосферного давления при создании разряжения в контактирующем с деталью элементе (вакуумной камере);
· с помощью магнитных сил в электромагнитном поле, наводимом самим устройством.
Второй уровень – по способности зажимных элементов непосредственно контактирующих с деталью, адаптироваться к форме последней.
Здесь различают:
· жесткие зажимные элементы, которыми оснащается большинство подобных устройств;
· эластичнее, которые могут принимать практически любую форму в соответствии с конфигурацией захватываемой детали.
Сюда не следует относить жесткие схваты с упругими накладками для увеличения коэффициента трения, элементы вакуумных устройств.
Третий уровень – по наличию или отсутствию движения пальцев в процессе захвата детали. Виды движения: плоскопараллельное, поступательное в плоскости и прямолинейное.
Четвертый уровень – классификация ЗУ по наличию или отсутствию передаточного механизма в их конструкции.
Пятый уровень – по типу передаточного механизма: рычажный (рычажно-шарнирный, рычажно-зубчатый, рычажно-ползунный, рычажно-реечный); механизм с гибкими элементами (с тросовой, цепной, ременной и т. п.). Изложение полной классификации захватов роботов не входит в задачу настоящего пособия (в виду ограничения по его объему), потому, завершая рассмотрение их разновидностей, приведем в виде рис. 3.1 некоторые возможные варианты механических захватных устройств с пневмоприводом, как применяющихся в производстве наиболее часто.
Выбор конструкции захватного устройства определяется конфигурацией, формой, размерами детали, свойствами материала (ферромагнитный или нет), наличием удобных для расположения зажимных элементов поверхностей. Идеальной считается схема закрепления, когда деталь лишена всех степеней подвижности в направлении действия ускорений при перемещениях. Тогда на деталь действует реакция от элементов зажимного механизма. Иногда такие захваты получаются слишком массивными, поэтому допускается обеспечение зажима с помощью сил трения.
Если деталь хрупкая и не позволяет развить усилия, достаточные для ее удержания за счет сил трения, то необходимо предусмотреть упор на соответствующей координатной оси, по которой будет проходить ее перемещение.
Если на детали имеются выступы или выемки, то целесообразно осуществлять захват за них. Это уменьшит потребное усилие зажима и массу самого захвата. При выборе схемы базирования число степеней свободы детали стараются ограничить, выбирая такое расположение точек зажима и минимальное их количество, чтобы избежать статической неопределенности положения детали в захватном устройстве (постоянство положения центра).
При захвате полых деталей возможен захват их изнутри.
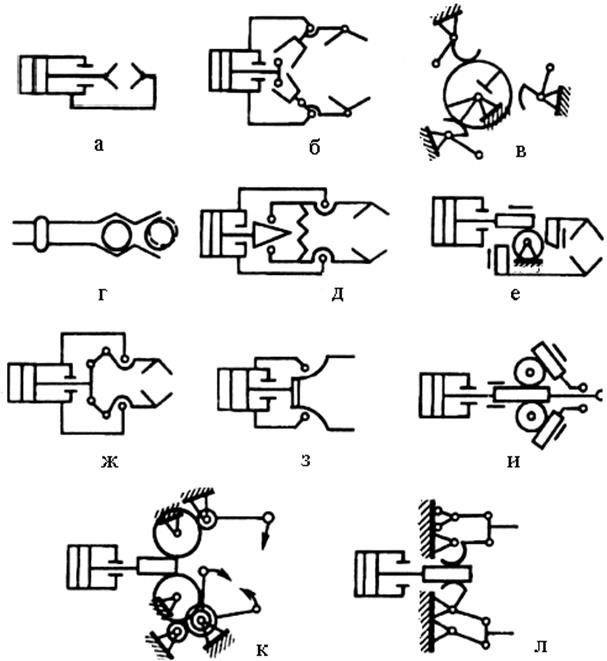
Рис. 3.1. Механические захватные устройства промышленных роботов: а – устройство односуставное неподвижное; б – устройство рычажно-упругое; в – эксцентриково-кулачковое; г – неприводное упругое; д – рычажное; е – зубчато-реечное с призматическими губками; ж – приводное с качающимися губками; з – приводное с упругими губками; и – зубчато-реечное с точечным контактом; к – с точечными зажимными элементами; л – с зубчатыми секторами параллельно сходящимися губками
Для деталей, которые нельзя захватить за боковые поверхности, рекомендуется применять вакуумные и магнитные устройства. Источником магнитного поля служат как электромагниты, так и постоянные магниты (для них необходимо применение специальных механизмов-съемников в позиции разгрузки и снятия деталей). Ограничением их применения может быть недопустимость наличия остаточного намагничивания деталей.
Вакуумные захваты эффективны для небольших по массе деталей, имеющих удобные для размещения вакуумных камер (присосок) поверхности. К ним можно отнести детали и материалы деревообрабатывающей промышленности: плиты шпон, фанеру, детали-элементы мебели. Они к тому же обладают меньшим весом. Так как разряжение внутри камер, определяющее грузоподъемность захватов, практически ограничено, то следует проанализировать возможность размещения на деталях нескольких таких камер. Этим будет увеличена суммарная площадь контактирования последних с поверхностью деталей и надежность их удержания.
Анализ конструкций захватных устройств промышленных роботов, применяемых в приборо- и машиностроении, показывает, что они достаточно разнообразны, так как разрабатываются под конкретную деталь, а по типам распределяются следующим образом: механические – 67%, вакуумные – 12%, магнитные – 4%, специальные – 17%.
Для выбора новых и эффективных конструкций ЗУ может быть использован патентный фонд, например по разделу МКИ: В25J15/00.
Дата добавления: 2017-10-04; просмотров: 4142;
Поиск по сайту
Узнать еще
- Arthropoda..Систематика.Насекомые.Морфология.Классификация.Медицинское значение.
- I. КЛАССИФИКАЦИЯ ПО ИСПОЛЬЗОВАНИЮ.
- I. Классификация углеводов.
- I. Режимы работы электротехнических устройств.
- I.4. Классификация групп крови
- II. Особенности политического устройства Ирана
- III.3. Классификация пород-коллекторов нефти и газа
- IV. Классификация в зависимости от локализации источника кровотечения

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
