Пристаночные накопители заготовок, их конструктивные особенности и основные количественные показатели
Выбор и конструкция накопителя заготовок для АСМ является важной и ответственной задачей. Накопители различают трех типов: магазинные, бункерно-магазинные (штабельные) и бункерные. В магазинных накопителях заготовки уложены в один ряд вплотную или вразрядку в емкости. Их загружают и ориентируют вручную или укладочным механизмом. Все остальные перемещения необходимые для загрузки заготовок, выполняются автоматически.
В бункерно-магазинных накопителях подаваемые заготовки, уложенные в несколько рядов вразрядку или штабелем в емкости, являющейся бункером или магазином, загружают или ориентируют вручную или укладочным механизмом. Все остальные перемещения заготовок, необходимые для загрузки выполняются автоматически. В бункерных загрузочных устройствах заготовки в бункере сосредоточены навалом. Захват из бункера и ориентация заготовок в положение требуемое для обработки или удобное для загрузки, и все последующие перемещения, осуществляются автоматически. Магазинные накопители следует применять для загрузки заготовок, ориентация которых затруднена вследствие особенностей их формы, размеров и массы или когда по характеру серийности производства нецелесообразно изготовлять сложные загрузочные устройства.
Бункерно-магазинные устройства следует применять для загрузки заготовок простой формы, на обработку которых требуется мало времени и когда изготовление механизмов ориентации затруднено или экономически нецелесообразно. Бункерные устройства следует применять для загрузки заготовок простой формы, небольшой массы и размеров, на обработку которых требуется мало времени.
Рассмотрим в качестве примера следующий вариант конструкции накопителя.В проектируемом модуле используется магазинный накопитель на основе универсального поворотного стола, оснащённого блоком реле поворота, и возможностью включения в цепь системы управления станочным модулем. Ввиду особенностей конструкции обрабатываемой детали и требований к ориентации детали в накопителе, укладка заготовок в накопитель производится вручную. Эскиз накопителя дан на рис. 3.14.
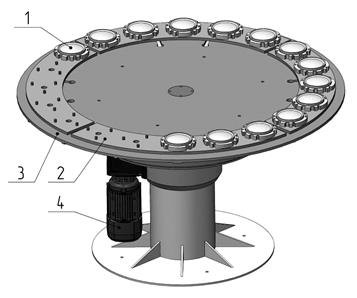
Рис. 3.14. Эскиз накопителя с расположенными на нём деталями
Описание конструкции накопителя для заготовок (поз.1): базирующие плиты 2 в количестве 4 шт. устанавливаются на универсальный поворотный стол 3. Каждая плита имеет пять посадочных мест, а каждое посадочное место имеет по три ориентирующих штифта. Всего накопитель имеет 20 посадочных мест, расположенных на равных интервалах по окружности стола, и равноудаленных от оси вращения стола, которое обеспечивается электродвигателем 4.
Блок реле поворота универсального стола настраивается на величину угла 360/20=18°, сигнал на один поворот стола подаётся на двигатель от системы управления станочным модулем согласно алгоритму цикла.
Тактовые столы. Накопители заготовок могут изготавливаться в виде тактовых столов. Они выпускаются серийно, являются пристаночными накопителями, т. е. имеют небольшую вместимость (в отличие от автоматизированных складов). В качестве примера приведем порядок выбора такого стола.
Стол в нашем варианте автоматизации необходим для подачи заготовок к руке робота в позицию с точно заданными координатами. Тактовый стол входит в состав комплекса станок-промышленный робот-тактовый стол, который является базой для создания автоматизированных модулей производственных ячеек, объединяемых в автоматизированные участки и цеха. Тактовый столпредназначен для подачи и приема заготовок. Управление столом осуществляется от системы управления робота.
Стол выбирается исходя из габаритов специальной загрузочной панели и величины возможных перемещений манипулятора. Также на выбор стола влияет возможность размещения необходимого количества панелей достаточного для непрерывной работы модуля в течение 1 рабочей смены.
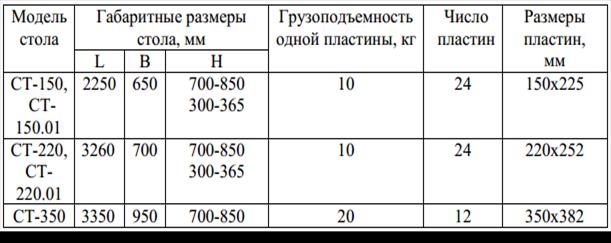
На рис. 3.15 изображена схема расположения на столе загрузочных панелей, на которых размещаются подаваемые к роботу заготовки.
Рис. 3. 15.Схема тактового стола модели СТ 350
Табл. 3.7. Характеристики тактового стола.
Вместимость накопителя, иначе это количество заготовок при его полной загрузке, определяет время работы АСМ в автономном режиме. Робот захватывает очередную заготовку в одной и той же точке, переносит ее на станок с ЧПУ. Далее, механизм накопителя подает в эту точку следующую заготовку. Такой режим применяется в случае удаления готовых деталей роботом в другой накопитель или на отводящий транспортер.
Возможен вариант, при котором ПР укладывает и готовую деталь в этот же накопитель (в освободившееся от заготовки гнездо). И уже после этого включается подача очередной заготовки в позицию загрузки робота.
Простейшим случаем устройства накопителя может служить стационарная конструкция, состоящая из корпуса (тары), в котором размещаются заготовки на специальных поддонах, разделенные друг от друга перегородками. Перегородки обеспечивают точное расположение заготовок, исключают поврежедения при соударении (особенно это касается мягких цветных сплавов) и возможный травматизм при использовании тяжелых заготовок. Следует отметить, что такие накопителя необходимо предусматривать для станочных модулей с ручной загрузкой человеком-оператором станка с ЧПУ. Это повышает культуру производства.
Заготовки укладываются вне станочного модуля вспомогательным рабочим. Накопитель доставляется на АСМ двумя способами:
- по воздуху с помощью подъемного средства имеющегося в цехе;
- посредством электрокара.
В конструкции необходимо предусмотреть соответствующие рым-болты, либо грузовые винты которые имеются в перечне стандартных крепежных изделий. Для второго исполнения достаточно предусмотреть проем снизу корпуса для размещения захватного устройства электрокара.
Поддоны можно располагать в несколько ярусов (уровней). Рабочий-оператор снимает очередной поддон при его освобождении от заготовок. Они, в виде готовых деталей укладываются уже в другой аналогичный накопитель. Следует учесть удобство работы при расположении поддонов по высоте. Все это увеличивает вместимость накопителя.
Однако последний вариант имеет недостаток при использовании на операции загрузки промышленного робота: требуется его более совершенная модель, чтобы он мог проводить захват из разных мест поддона. Соответственно усложняется его программирование. Заготовки, скорее всего, придется расположить в одном уровне.
Итак, накопитель может быть выбран из серийно выпускаемых моделей, либо спроектирован (если это оговорено в задании на КП). В последнем случае оформляется сборочный чертеж (СБ). Расчет накопителя достаточно прост и сводится к определению его потребной вместимости и габаритных размеров, исходя из размеров заготовки. За основу принимается время работы станочного модуля с одной полной загрузки накопителя (ΣТраб.). Наилучший вариант – это 8 часов (длительности рабочей смены), либо 4 часа, с условием его замены (или пополнения запаса заготовок) в обеденный перерыв. В крайнем случае, можно принять это время, равным 2-м часам. Иначе работа станочного модуля становится малоэффективной.
Можно воспользоваться следующей формулой:
Nзаг = ΣТраб./Тц, (3.60)
где ΣТраб – общее время работы модуля с полной загрузки, мин;
ΣТраб – время рабочего цикла станочного модуля, затрачиваемое на обработку одной детали, мин.
ЗАКЛЮЧЕНИЕ
Автоматизированные станочные модули получают все большее применение и развитие в машиностроительной промышленности. Применение их как новой тенденции автоматизированных систем и оборудования позволяет расширить технологические возможности станков, повысить производительность механообработки и эффективность современного производства в целом; кроме того, значительно сократить долю ручного труда.
Использование металлорежущих станков с ЧПУ в производстве обеспечивает целый ряд преимуществ, о чем говорилось выше. Применение промышленных роботов освобождает человека от трудоемких утомительных операций, повышает безопасность труда.
При этом значительно повышается качество и однородность обрабатываемых деталей, сокращаются занимаемые производственные площади, а обработка по управляющей программе исключает субъективные ошибки рабочих-станочников, занятых работой на универсальных станках.
В данном пособии предпринята попытка обобщить имеющийся опыт разработки станочных модулей с применением промышленных роботов для автоматизации вспомогательной операции по загрузке заготовки на станок и снятия готовой детали. Большое значение имеет также расчет и проектирования средств оснащения роботов в виде захватных устройств.
Сведения обзорного, технического и специального методического характера, приведенные в достаточно большом объеме в этом пособии, могут быть успешно использованы студентами в процессе их обучения по программе бакалавриата в период работы над курсовым проектом по АППМ и в последующей выпускной работе. Надеемся, что они будут способствовать закреплению материала лекций и лабораторных работ по указанному предмету, будут полезны в будущей практической деятельности.
В любом случае, обучающимся следует исходить из полученного задания, требуемой структуры и содержания курсового проекта, которые подробно приведены в данном учебно-методическом пособии.
Список литературы
1. Справочник технолога-машиностроителя: в 2 т. / Под ред. А. М. Дальского, А. Г. Косиловой, Р. К. Мещерякова, А. Г. Суслова. - 5-е изд., перераб. и доп. – М.: Машиностроение, 2003. – т.1, 910 с.; т.2, 944 с.
2. Шишмарев, В.Ю. Автоматизация производственных процессов в машиностроении: учебник /В.Ю.Шишмарев. – М.: Академия, 2007. – 364 с.
3. Гибкие производственные системы, промышленные роботы, робототехнические комплексы: в 14 кн. / Под ред. Б. И. Черпакова. – М.: Высш. шк., 1989.
4. Фельштейн, Е.Э. Обработка деталей на станках с ЧПУ: Учеб. пособие. – Минск: ООО «Новое знание», 2005. – 287 с.
5. Автоматизация производственных процессов в машиностроении: Учеб. /Под ред. Н.М.Капустина. – М: Высш. шк., 2007. – 415 с.
6. Схиртладзе А.Г. Технологическое оборудование машиностроительных производств: учеб. пос. /А.Г.Схиртладзе, В.Ю.Новиков. – М.: Высш. шк., 2002. – 407 с.
7. Справочник по промышленной робототехнике: В 2-х кн. Кн. 1 /Под ред. Ш.Нофа; Пер. с англ. – М: Машиностроение, 1989. – 480 с.
8. Козырев, Ю. Г. Промышленные роботы: справочник / Ю. Г. Козырев. - 2-е изд., перераб. и доп. – М.: Машиностроение, 1988. – 392 с.
9. Промышленные роботы: Каталог. – М.: Машиностроение, 1988. – 109 с.
10. Апатов Ю.Л., Ганапольский С.Г., Апатов К.Ю. Применение промышленных роботов в деревообрабатывающем и металлообрабатывающем производствах: учебное пособие. – Киров: Изд-во ВятГУ, 2012. – 150 с.
11. Апатов Ю.Л. Автоматизированное оборудование и средства технологического оснащения для разработки гибких производственных систем машиностроительного производства: учебное пособие. – Киров: Изд-во ВятГУ, 2008. – 192 с.
Дата добавления: 2017-10-04; просмотров: 4990;
Поиск по сайту
Узнать еще
- Arthropoda.Систематика.Тараканы и мухи.Географическое распространение.Основные представители.Морфология,развитие,патогенное действие.Медицинское знаение.Меры борьбы.
- Cущность организации и ее основные признаки
- I. Назначение унифицированных газозарядных станций и основные тактико-технические требования, предъявляемые к ним.
- I. Натуральные показатели
- I. ОСНОВНЫЕ ПОЛОЖЕНИЯ
- I. ОСОБЕННОСТИ ДЕЛОВОГО И ЛИЧНОСТНОГО ОБЩЕНИЯ В СОВМЕСТНОЙ ДЕЯТЕЛЬНОСТИ
- I. Политический режим: понятие, сущность и основные типы.
- I.2. Основные категории водопотребления промышленных предприятий и их особенности

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
