Особенности конструкции станков с ЧПУ типа ОЦ
Особенности шпиндельных узлов.Важной особенностью многоцелевых станков с ЧПУ является применение в их конструкции мотор-шпинделей. Они обеспечивают высокую точность вращения, большие числа оборотов (до 60000 об/мин и более), имеют малые габариты и собственный вес. Обязательным условием является наличие систем охлаждения. Применяются системы внешней и внутренней подачи СОЖ. Внешняя система базируется на использовании сопел, устанавливаемых в нужном направлении для охлаждения режущего инструмента и смывания стружки с обрабатываемых поверхностей. Внутренняя система обеспечивает подачу СОЖ непосредственно через шпиндель. Давление охлаждающих жидкостей может достигать значительных величин.
Один из примеров внешнего вида такого шпинделя показан на рис. 79. А на рис. 80 показан разрез аналогичного устройства. Следует обратить внимание на наличие датчиков вибраций и температурных датчиков на подшипниках, а также датчика наличия инструмента и датчика положения.

Рис. 79. Внешний вид шпинделя для скоростной обработки деталей
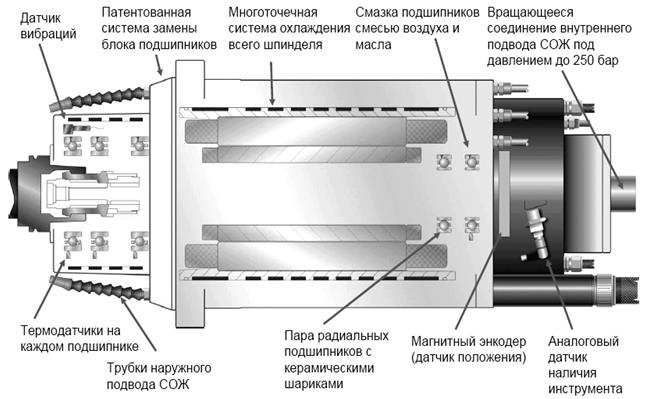
Рис. 80. Структурная схема устройства шпинделя (продольный разрез)
Такое количество источников информации о процессе обработки делает его безотказным и безопасным на высоких режимах резания, позволяет получать необходимую точность размеров обрабатываемых деталей.
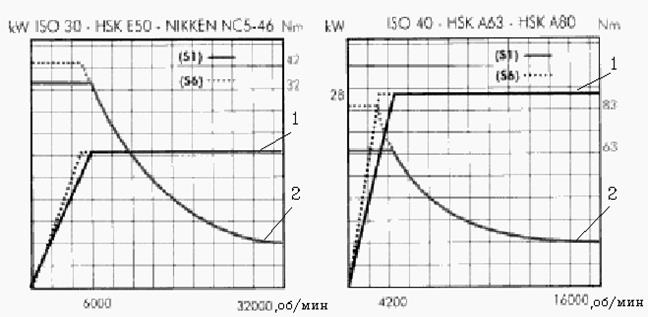
На рис. 81 представлены графики параметров работы шпиндельных узлов многоцелевых станков. Цифрой 1 обозначена кривая зависимости развиваемой мощности от числа оборотов шпинделя, а цифрой 2 – кривая зависимости развиваемого крутящего момента также от числа оборотов шпинделя.
Характер изменения указанных параметров хорошо просматривается по форме кривых и пояснений не требует.
Для шпинделя модели MTS-28.63 характерны большие значения параметров мощности и момента, чем для шпинделя модели ETS-21.32, что совпадает с данными табл. 10. Число оборотов у него значительно меньше.
Следовательно, модель MTS-28.63 целесообразно применять для более тяжелых условий обработки, в т. ч. для черновых операций.
а б
Рис. 81. Графики параметров (мощности и крутящего момента) работы шпиндельных узлов: а – шпиндель модели ETS-21.32; б – шпиндель модели MTS-28.63
Табл. 10. Модели шпиндельных узлов станков и их технические данные
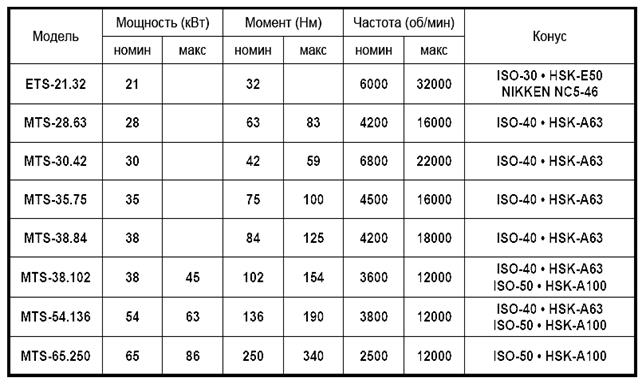
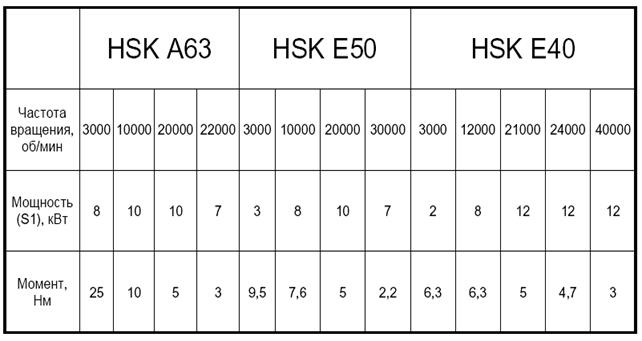
Табл. 11. Основные характеристики некоторых шпиндельных узлов обрабатывающих центров
Шпиндельные узлы, как основные узлы станков и наиболее ответственные за качество обработки, снабжаются дополнительными системами. Среди них система внутреннего охлаждения, система подачи СОЖ к инструменту через шпиндель, система охлаждения деталей поливом под давлением через специальные трубки-сопла. Имеются датчики величины вибрации, а также датчики температуры подшипниковых узлов, наличия инструмента и др. (рис. 82).
Учитывая сложные высокоскоростные условия обработки, решаются вопросы быстрой замены подшипниковых узлов и повышения долговечности подшипников за счет использования керамических тел качения.
 а
а
|
 б
б
|
Рис. 82. Схема размещения датчиков: а – наличия вибрации; б – температуры нагрева подшипников
Системы охлаждения станков.Большое внимание разработчики станков с ЧПУ уделяют проблеме охлаждения. Объектом внимания служат шпиндельные узлы, частота вращения которых достигает десятков тысяч оборотов в минуту. От эффективного охлаждения конструктивных элементов станка зависит точность обработки и долговечность работы самих узлов.
Еще более важно эффективно охлаждать обрабатываемую деталь и инструмент, находящиеся в зоне резания. Этим определяется точность получаемых размеров и стойкость режущего инструмента. В настоящее время находят применение различные схемы подачи СОТС в зону резания (рис. 83). Например, подача под давлением через шпиндель и каналы, выполненные в инструменте. В этом случае деталь охлаждается непосредственно по обрабатываемой поверхности (в отверстии). Улучшаются условия резания из-за вымывания стружки. Такими каналами для внутреннего подвода могут снабжаться твердосплавные сверла диаметром от 1 мм.
 а
а
|
 б
б
|
 в
в
|
Рис. 83. Иллюстрация способов подачи СОТС в зону обработки:
а – поливом через сопла, расположенные по периферии шпинделя; б – через каналы, выполненные в инструменте; в – сравнительные размеры сверла, изготовленного из твердого сплава с каналами для охлаждения
Особенности приводов подач.К особенностям конструкции части станков типа ОЦ следует отнести применение в приводах подач линейных двигателей. Их принцип действия таков, что позволяет избегать в приводах винтовых шариковых пар. Это упрощает конструкцию, уменьшает различного рода люфты, отрицательно сказывающиеся на работе станка, обеспечивая необходимую точность позиционирования. Один из таких приводов показан на рис. 84.

Рис. 84. Линейный двигатель станка модели EMERALD
Дата добавления: 2017-10-04; просмотров: 2964;
Поиск по сайту
Узнать еще
- I. ОСОБЕННОСТИ ДЕЛОВОГО И ЛИЧНОСТНОГО ОБЩЕНИЯ В СОВМЕСТНОЙ ДЕЯТЕЛЬНОСТИ
- I.2. Основные категории водопотребления промышленных предприятий и их особенности
- I2. Особенности аэродинамики несущего винта (НВ)
- IDL-описаниеи библиотека типа
- II. Завоевание Китая маньчжурами. Экономическое положение страны в XVII – начале XIX вв.: аграрная политика Цинской династии, особенности развития городского ремесла
- II. Особенности политического устройства Ирана
- II. Особенности развития турецкой буржуазии. Становление младотурецкого движения
- II. РЕЖИМ И ОСОБЕННОСТИ ЛИЧНОЙ ГИГИЕНЫ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
