НОРМАТИВНЫЕ МАТЕРИАЛЫ ДЛЯ РАСЧЕТА ТЕЛЕЖЕЧНОГО КОНВЕЙЕРА
Тяговые элементы. Для вертикально-замкнутых тележечных конвейеров применяются цепи пластинчатые по ГОСТ 588—81 (табл. III.1.11 и III.1.12) с шагом 80...320 мм и разборные по ГОСТ 589—74 (табл. III.1.13) с шагом 100 и 160 мм.
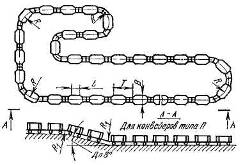
Для горизонтально-замкнутых конвейеров, особенно литейных, применяется одна пластинчатая втулочно-катковая цепь (табл. III.1.11 и III.1.12). Для конвейеров с боковым расположением тележек может быть использована разборная цепь (табл. III.1.13), для пространственных конвейеров применяется специальная двухшарнирная цепь. В двухрельсовых тележечных конвейерах с нижним расположением тяговой цепи используются специальные пластинчатые втулочно-катковые цепи, выполненные в виде отдельных секций из двух или четырех звеньев с подвижными шарнирами.
Табл. 11.1. Шаг цепей тележечных конвейеров, мм
| Тип конвейера | Обозначение шага | Длина платформы, мм | |||||||
| Горизонтально-замкнутый однорельсовый | t1 | — | — | — | — | ||||
| t2 | — | — | — | — | |||||
| Горизонтально-замкнутый с боковым расположением цепи | t | — | — | — | |||||
| Вертикально-замкнутый конвейер с опрокидывающимися тележками | t | — | — | ||||||
Примечание. t1 и t2 —шаг соответственно меньшего и большего звена специальной тяговой цепи (рис. 11.4); t — шаг цепи но ГОСТ 588—81.
Рекомендуемый шаг цепей тележечных конвейеров приведен в табл. 11.1,
Тележки и опорные узлы. Конструкция тележки или опорного узла конвейера должна обеспечивать удобство установки и съема грузов, а также их устойчивое положение на всей трассе конвейера.
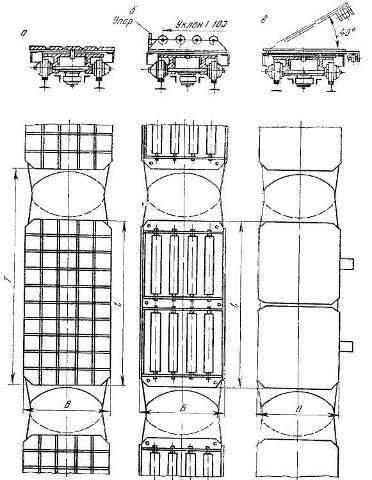
Рис. 11.3. Типы платформ горизонтально-замкнутых тележечных конвейеров для литейных форм:
а — с плоской плитой, б — с роликовым настилом; в — с поворотными плитами
Платформы тележки литейных конвейеров изготовляются в трех исполнениях: с плоской плитой (рис. 11.3, а), роликовым настилом (рис. 11.3, б) и с поворотными плитами (рис. 11.3, в). Платформы с плоскими плитами применяются для тяжелых форм при загрузке и разгрузке конвейера краном или электроталью или же для легких форм — при загрузке и разгрузке вручную. Платформы с роликовым настилом применяются для форм массой до 2000 кг при загрузке с роликовых кон вейеров о разгрузке с помощью толкателя. Платформы с поворотными плитами делают шириной до 650 мм и используются для транспортирования безопочного литья.
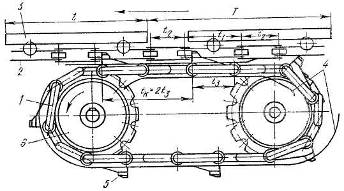
Рис. 11.4. Схема гусеничного привода горизонтально замкнутого тележечного конвейера.
1 — приводная (гусеничная) цепь; 2 — тяговая цепь конвейера; 3 — платформа; 4 — направляющие шины; 5 — кулак-толкатель гусеничной цепи; 6 — приводная звездочка
В соответствии с ГОСТ 5938—73 тележечные конвейеры для литейных форм должны изготовляться следующих типов: Г — конвейеры с раздельными платформами для перемещения литейных форм по горизонтально-замкнутой трассе; ГС — конвейеры с перекрывающимися платформами (сплошной настил) для перемещения литейных форм по горизонтально-замкнутой трассе; П — конвейеры с раздельными платформами для перемещения литейных форм но замкнутой трассе, имеющей повороты в горизонтальной и вертикальной плоскостях.
Платформы конвейера типа Г должны изготовляться с плоской плитой и с роликовым настилом. Платформы конвейеров типов ГС и П должны изготовляться с плоской плитой.
Грузоподъемность и размеры тележек выбираются по массе и габаритам перемещаемых грузов. У литейных конвейеров размеры платформ принимаются на 100...150 мм больше габаритных размеров опок. По размерам тележек-платформ выбирают их шаг, который должен быть кратным длине секции цепи.
В табл. 11.2 даны основные параметры и размеры тележечных литейных конвейеров. Приведенный в этой таблице чертеж не определяет схемы трасс и конструкций конвейеров.
Привод конвейера. В вертикально-замкнутых конвейерах применяется привод обычного типа со звездочкой. В приводе имеются типовые редукторы, а в ряде случаев — дополнительная цепная или зубчатая передача. В конвейере с непрерывным движением, как правило, применяется вариатор для плавного регулирования скорости движения конвейера.
Табл. 11.2. Основные параметры и размеры тележечных конвейеров для литейных форм (ГОСТ 5938—73)
| Ширина платформы, мм | Полезная длина платформы, мм | Шаг платформы Т, мм | Номинальная грузоподъемность платформы, кг | Наименьший радиус поворота, мм | Погонная масса ходовой части, кг/м, не более | Коэффициент сопротивления движению | |
| в горизонтальной плоскости R | в вертикальной плоскости R1 | ||||||
| 0,025 | |||||||
| 0,02 | |||||||
Окончание
| 0,018 | |||||||
| 0,015 | |||||||
| 0,014 | |||||||
Примечания: 1. В конвейерах с цепным тяговым органом размеры шагов платформ могут быть приняты отличными от указанных, но кратными шагам цепей.
2. Радиусы поворота в горизонтальной плоскости более указанных в таблице должны выбираться из следующего ряда: 1600, 2000, 2500, 3150, 4000, 5000 мм.
3. Погонная масса ходовой части дана для конвейеров типов Г и Н с плоской плитой. Масса ходовой части конвейеров типа Г с платформами, имеющими роликовый настил, и конвейеров типа ГС может быть больше указанной в таблице.
4. Пример условного обозначения тележечного конвейера типа Г с платформой шириной В = 800 мм, с плоской плитой, шагом Т = 1600 мм, номинальной грузоподъемностью 2000 кг:
Конвейер тележечный Г 80—160—2 ГОСТ 5938—73.
Табл. 11.3. Основные параметры гусеничных приводов (см. рис. 11.4) горизонтально-замкнутых конвейеров
| Платформа | Шаг цепи конвейера, мм | Шаг кулаков гусеничного привода, мм | Число шагов гусеничной цепи в одном шаге кулаков | Теоретический шаг гусеничной цепи, мм | Расчетный шаг гусеничной цепи, мм | |||||
| шириной В, мм | длиной l, мм | с равными шагами t | с неравными шагами t1/t2 | с равными шагами t'к | с неравными шагами t"к | z' | z" | с равными шагами 
| с неравны ми шагами 
| tг.р |
| — | — | — | 133,3 | — | ||||||
| — | — | — | 166,7 | — | ||||||
| 200/100 | ||||||||||
| 250/160 | ||||||||||
| — | — | — | 187,5 | — | ||||||
| 200/100 | 213,3 | |||||||||
| 250/160 | ||||||||||
| 320/200 | ||||||||||
| 200/100 | 213,2 | |||||||||
| 250/160 | ||||||||||
| 320/200 | ||||||||||
| 400/250 | 216,7 | |||||||||
| 250/100 | 266,7 | 273,3 | ||||||||
| 320/200 | ||||||||||
| 400/250 | Б | |||||||||
| 500/320 | 266,7 | 273,3 | ||||||||
| 320/200 | ||||||||||
| 400/250 | ||||||||||
| 500/320 | 266,7 | 273,3 | ||||||||
| 630/400 | 257,5 | |||||||||
| 400/250 | ||||||||||
| 500/320 | ||||||||||
| 630/400 | 333,3 | 343,3 | ||||||||
| 800/500 | ||||||||||
| 500/320 | ||||||||||
| 630/400 | 333,3 | 343,3 | ||||||||
| 800/400 | 312,5 | |||||||||
| — | 1000/630 | — | — | — | ||||||
Табл. 11.4. Количество кулаков гусеничной цепи привода
| Число шаров цепа между кулаками z | Количество кулаков гусеничной, цепи |
| 8...9 | |
| 6...7 | |
На горизонтально-замкнутых конвейерах с боковыми и высоким центральным расположением тяговой цепи привод устанавливают на поворотной звездочке. На конвейерах с низким центральным расположением тяговой цепи установка поворотных звездочек невозможна и поэтому используется гусеничный привод (табл. 11.3). В типовых гусеничных приводах (рис. 11.4) расстояние между звездочками 1,5...2,5 м, шаг кулаков 648...1255 мм, тяговое усилие 25...60 кН.
Шаг кулаков гусеничной цепи tк принимается в зависимости от шага тяговой цепи конвейера t и должен быть кратным шагу гусеничной цепи t3 (рис. 11.4). Число кулаков в гусеничной цепи привода принимается по табл. 11.4.
Натяжные устройства. В вертикально-замкнутых конвейерах применяются винтовые или пружинно-винтовые натяжные устройства. В горизонтально-замкнутых конвейерах натяжное устройство устанавливается на повороте конвейера на 180° и представляет собой специальную раму с закрепленными на ней криволинейными участками рельсов и направляющих путей, концы которых с помощью раздвижных стыков сопрягаются с неподвижными частями. Рама может передвигаться на специальных опорах с помощью натяжного винта (см. рис. 11.2).
Рекомендуемый ход натяжного устройства тележечных конвейеров приводится в табл. 11.5.
Табл. 11.5. Рекомендуемый ход натяжного устройства
| Конвейер горизонтально-замкнутый с гусеничным приводом | Конвейеры с. приводом от звездочки | ||
| ширина платформы, мм | ход, мм | шаг цепи, мм | ход, мм |
Дата добавления: 2017-09-01; просмотров: 2709;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний
- III. Порошки для стирки и мытья
- III. Проводниковые материалы

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
