Ткацкие станки с малогабаритным прокладчиком утка
В ткацких станках с малогабаритными прокладчиками утка сохранен обычный принцип образования ткани, но изменен способ введения в зев уточной нити. Вместо тяжелого челнока — носителя уточной паковки — используются легкие малогабаритные прокладчики, не несущие уточную паковку. Исходной уточной паковкой является бобина, с которой прокладчик захватывает нить и несет ее в зев отдельными отрезками.
Станки высокопроизводительны, они прокладывают в зев 400— 600 м уточной нити в минуту (вместо 240 м на обычных станках).
Станки выпускаются одно-, двух-, четырехуточными, т.е. позволяют применять в утке сырье одного, двух и четырех различных видов; одно-, двух- и трехполотенными, т. е. на одном станке можно вырабатывать от одного до трех параллельных полотен ткани. При этом станки с заправочной шириной 175см. бывают только однополотенными, станки с заправочной шириной 216 и 250 см. могут вырабатывать от одного до двух полотен, а с заправочной шириной 330 см. — от двух до трех полотен. Конструкция всех типов станка принципиально одинакова, некоторые различия обусловлены шириной станка.
Технологическая схема ткацкого станка показана на рис. 1.34. Как и на обыкновенном ткацком станке, нити основы 2 свиваются с навоя 1, огибают качающееся скало 3 и через ламели 4 электрического основонаблюдателя, ремизы 5 и бердо 6 проходят к опушке ткани. В зев, образованный основными нитями, прокладывается уточная нить, которая прибивается бердом к опушке ткани.
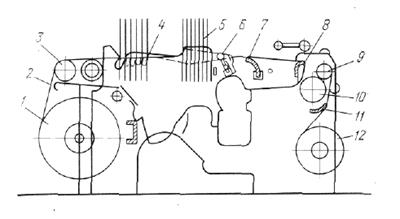
Рис. 1.34. Технологическая схема ткацкого станка типа СТБ
Суровая ткань, пройдя над опорой 7, огибает далее грудницу 8, вальян 10, прижимной валик 9, направляющую 11 и навивается на товарный валик 12.
Для прокладывания уточной нити в зев вместо обычного большого челнока, несущего уточную паковку, применяется малый челнок — прокладчик утка — в виде стальной пластинки с пружинным захватом уточной нити. Масса такого прокладчика утка 40 г. Прокладчик утка выполняет роль нитеносителя. Пролетая через зев, он вводит между нитями основы захваченную уточную пить, сматывая ее с конической бобины, установленной на бобинодержателе сбоку станка.
После ввода уточины в зев прокладчик утка тормозится в приемной коробке, уточная пить обрезается и прокладчик возвращается в уточно-боевую коробку без уточной нити с помощью специального транспортирующего устройства, которое расположено под основой, между ремизом и бердом.
Конец нити рабочей бобины заранее связывается с началом нити на запасной бобине и станок при доработке бобины не останавливается — процесс ткачества протекает непрерывно. На станке можно вырабатывать одно, два и более полотен одновременно. Образование кромок на станке выполняется специальными кромкообразовательными механизмами, которые располагаются по краям станка и посередине, когда на станке вырабатывается два или более полотен.
Проложенная через зев уточная нить захватывается с двух сторон каждого полотна выдвигающимися улавливателями-зажимами и разрезается. Концы уточной нити, выступающие после ее разрезания с обеих сторон каждого полотна, закладываются кромкообразовательным механизмом в последующий зев и зарабатываются в ткань. Образованные таким образом кромки имеют ширину 13—15 мм и удовлетворяют всем требованиям, предъявляемым к ним со стороны отделочного производства.
Станки этого типа оборудуются эксцентриковыми зевообразовательными механизмами на 10 ремизок и позволяют вырабатывать ткани полотняным, саржевым, атласным переплетениями и их производными с раппортом по утку до 8. На станке имеется механизм, позволяющий чередовать прокидку уточных нитей в зев с двух или четырех бобин. Это дает возможность работать на станке со сменой до четырех цветов утка, т. е. вырабатывать пестротканые ткани.
На рис. 1.35 приведена схема прокладывания уточной нити на станке типа СТБ.
Уточная нить с бобины 1, установленной на неподвижной раме станка, пройдя нитепроводник, находящийся на баллоногасительном щитке, попадает в тормоз 2, проходит глазок компенсатора 3 и удерживается губками возвратчика утка 4, находящегося в боевой коробке 5. Тормоз предупреждает образование петель при полете прокладчика с уточной нитью через зев. Нитепрокладчик 6 с разжатыми губками подается к возвратчику утка 4.
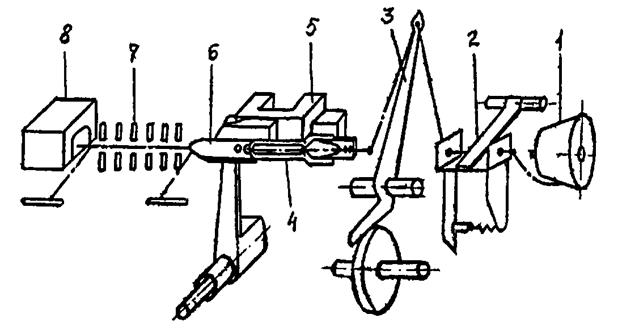
Рис. 1.35. Схема прокладывания уточной нити на станке типа СТБ
Губки возвратчика открываются, а губки прокладчика закрываются, нить передается прокладчику, который подготовлен к полету через зев. Тормоз открывается, а компенсатор опускается. Осуществляется бой и уточная нить, сматываемая с бобины, прокладывается в зев нитепрокладчиком, который движется внутри направляющей гребенки 7. Нитепрокладчик затормаживается в приемной коробке 8 и перемещается к боевой коробке 5 с помощью сравнительно медленно движущегося конвейера, поэтому на станке работает от 11 до 17 нитепрокладчиков, движущихся друг за другом.
Кроме перечисленных рабочих органов, в прокладывании уточной нити участвуют центрирующее устройство (располагает уточную нить по центру губок возвратчика утка); улавливатели–зажимы (удерживают проложенную уточную нить в натянутом состоянии и перемещают ее к опушке ткани вместе с бердом); ножницы (разрезают уточную нить у боевой коробки) и кромкообразующее устройство (кромки ткани на этом станке образуются путем закладки кончиков уточной нити в следующий зев).
Дата добавления: 2017-09-01; просмотров: 3410;
Поиск по сайту
Узнать еще
- Аэродинамическая схема «утка»
- БЕЗБАЛАНСИРНЫЕ СТАНКИ-КАЧАЛКИ
- Безбалансирные станки-качалки
- Бесчелночные ткацкие станки
- Билет № 19 (2) Сложные и крупноузорчатые ткацкие переплетения
- Билет № 20 (2) Понятие «ткань». Подготовка основы и утка к ткачеству.
- Буровые станки со шпиндельным вращателем.
- Влияние внешних условий на прочность газового промежутка.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
