Челночные станки. Общее устройство и принцип работы
Челнок обыкновенного ткацкого станка представляет собой обтекаемой формы тело с полостью для уточной паковки (рис. 1.27). Устройство челнока определяется видом паковки с уточной пряжей, способом смены паковки, характером перемещения челнока в зеве и видом перерабатываемой нити. Уточная паковка может быть в форме початка, намотанного на прядильной или на уточно-мотальной машине. Челнок имеет продольный сквозной вырез для шпули, шпуледержатель 3, заводной аппарат 2, металлические конусы - мыски 1, которые жестко закреплены в теле челнока и воспринимают удар гонка боевого механизма. В передней стенке челнока сделана канавка для уточной нити, предохраняющая ее от повреждения, когда челнок движется в правой челночной коробке. Также в передней стенке челнока сделаны вырезы для прохода уточного щупа и нитеуловителя. Шпуля в челноке удерживается специальным стальным шпуледержателем 5. Для придания шпуле при смене надлежащего направления устанавливается специальная пластинка - шпулеспускатель 4. Заводной аппарат 2 служит для автоматической заводки в направляющие уточной нити с новой шпули. Для торможения нити с целью получения необходимого натяжения ее при сматывании со шпули к внутренней стенке челнока прикрепляют мех, щетину или плюш.
Челнок работает в сложных динамических условиях, поэтому корпус его изготавливают из хорошо выдержанного дерева твердых пород и с двух или трех сторон оклеивают фиброй.
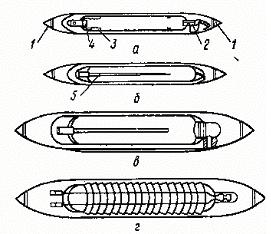
Рис. 1.25. Виды челноков
Боевые механизмы сообщают челноку необходимую скорость и направление движения через зев.
Боевые механизмы по способу передачи движения разделяются на кулачковые, кривошипные, пружинные и пневматические. Наиболее распространены кулачковые механизмы, в которых кулачок используется и как ведущий орган, и как ведомый.
По расположению деталей на станке боевые механизмы разделяются на три вида: нижнего, среднего и верхнего боя. Широко используются механизмы среднего боя.
Боевые механизмы устанавливаются с обеих сторон ткацкого станка, так как бой происходит попеременно (то с одной, то с другой стороны станка), поэтому боевые кулачки повернуты на среднем валу один относительно другого на 180 градусов. Средний вал вращается с частотой в 2 раза меньшей, чем главный вал, поэтому за каждый полуоборот среднего вала происходит один удар и прокладывается одна уточная нить
При выработке тканей на станках с многочелночными механизмами часто необходимо производить бой не поочередно с каждой стороны, а в более сложной последовательности. По очередности боя боевые механизмы разделяются на механизмы последовательного и произвольного боя.
На рис. 1.28 приведена схема боевого механизма среднего последовательного боя автоматического ткацкого станка. На среднем валу 1 станка закреплен боевой кулачок 2, который своим мыском 3 действует на боевой каточек 4. Через боевой каточек поворачивается на некоторый угол веретено 6 с укрепленным на нем рычагом (стременем) 5. Проушина рычага через короткий хомутик 21, брусок 20, длинный хомутик 11 отклоняет погонялку 9 на некоторый угол и через гонок 8 сообщает движение челноку 7. Стрелка 10 препятствует перемещению хомутика вверх. Для обеспечения правильного полета челнока верхний конец погонялки вставлен в прорезь башмака 12, профиль нижней части которого представляет дугу, описанную радиусом, равным расстоянию от центра выреза гонка до плоскости кронштейна 17, укрепленного на подбатанном валу 18. Во время работы станка башмак свободно катится по кронштейну. Язычок 14 и погонялка прижимаются к ролику 13 ремнем 15, нижний конец которого соединен с отжимным блочком 16. На этот блочек действует спиральная пружина, возвращающая погонялку в исходное положение. Башмак имеет продольный вырез, в который входит прилив 19 кронштейна 17, вследствие чего устраняется боковое смещение башмака и погонялки.
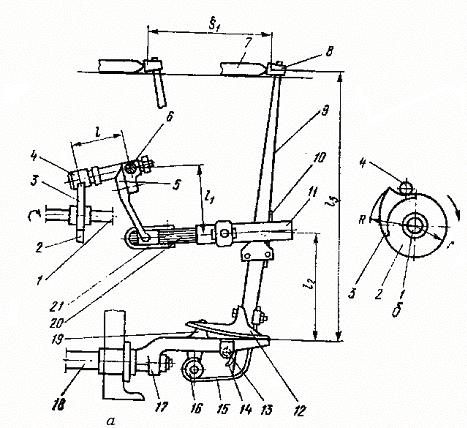
Рис. 1.28. Схемы боевого механизма (а) и боевого кулачка (б) челночного ткацкого станка
При наладке боевого механизма необходимо правильно устанавливать силу боя. Силой боя называют путь, проходимый челноком в период разгона. На практике сила боя определяется также величиной размаха погонялки в период разгона челнока или расстоянием, на которое перемещается гонок в период разгона. Размах погонялки и величина перемещения гонка регулируются перестановкой стремени 5. При увеличении длины стремени размах погонялки увеличивается. Кроме этого, на размах погонялки влияют длина хомутика 21, изменяющая зазор между хомутиком и погонялкой и положение стрелки 10, изменяющей плечо l2.
Машиностроительные заводы выпускают ткацкие станки с автоматической сменой шпуль, одно- и двухчелночные, с заправочной шириной 120; 140 и 160 см. Станки могут быть одно- и двухнавойными, иметь эксцентриковый, кареточный зевообразовательный механизм или жаккардовую машину. По конструкции и принципу работы эти станки примерно одинаковы и различаются лишь шириной и количеством челноков.
На рис. (1.29,а) приведена принципиальная технологическая схема выработки ткани на челночных станках. Навой 1 со шлихтованной основой помещается позади ткацкого станка. Сматываясь с навоя, основа огибает валик 2, который называется задним скалом, и затем идет к ценам 3. На каждую нить основы между ценами надета одна из ламелей 4 основонаблюдателя. Едва только оборвется какая-либо основная нить, надетая, на нее ламель падает, и это вызывает останов станка. По опустившейся ламели видно, какая нить оборвалась. От цен одна часть основных нитей направляется в глазки ремизки 5, а другая часть — в глазки ремизки 7. Ремизки 5 и 7 попеременно перемещаются (одна вверх, а другая вниз и обратно), при каждом перемещении раздвигая нити основы и таким образом образуя зев.
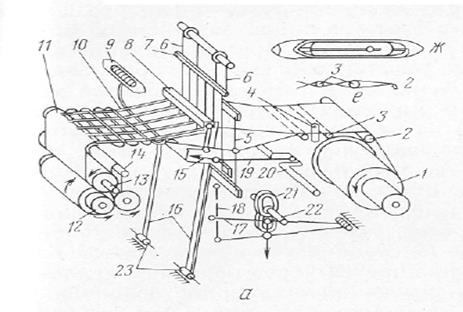
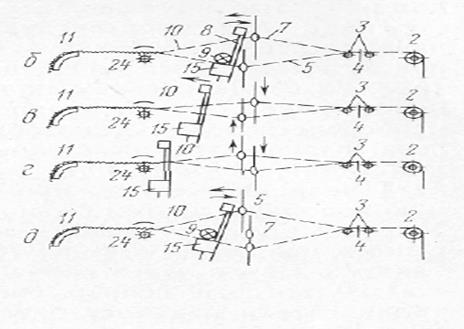
Рис. 1.29. Образование ткани:
а — схема челночного ткацкого станка; б, в, г, д — последовательность положения основных рабочих органов при образовании ткани
Выйдя из глазков ремизок, основные нити проходят между зубьями берда 8 и сходятся вместе у опушки ткани 10, где они переплетаются с уточными нитями. В дальнейшем движении образованная ткань огибает грудницу 11, вальян 13, снова поднимается вверх, и, обогнув направляющий валик 14, направляется на товарный валик 12.
Вальян 13 получает вращение от особого товарного регулятора. Это вращение передается товарному валику 12 и вызывает навивание на него вырабатываемой ткани. При навивании ткани основа натягивается, заставляя навой поворачиваться для разматывания основных нитей.
Ткань образуется следующим образом. Как только ремизки переместятся и образуют зев, в этот зев пролетает ткацкий челнок 9, выбиваемый из челночной коробки боевым механизмом (рис. 1.29,6). При своем полете челнок скользит по полированной планке — склизу, закрепленному на брусе 15 батана 16, непосредственно над которым находятся нити нижней части зева. Конец нити, выходящей из челнока, задерживается кромкой ткани, поэтому нить сматывается с початка во время полета челнока. Челнок, пролетев через зев, попадает в челночную коробку с другой стороны станка и затормаживается в ней. Уточная пить, оставшаяся в зеве, прибивается к опушке ткани с помощью берда 8 (рис. 1.29,в,г), укрепленного в брусе 15 батана 16. Батан через поводок 19 соединяется с коленчатым валом 20, который непрерывно вращается через передачу от электродвигателя и качает батан, имеющий шарнирное соединение 23 в нижней части. Как только челнок пролетит через зев, ремизки 5 и 7 меняются своими местами: верхние основные нити становятся нижними, а нижние — верхними, образуя новый зев, и уточная нить оказывается переплетенной между основными.
Прибив бердом уточную нить к опушке ткани, батан быстро отходит назад, и челнок снова пролетает в образовавшийся зев, прокладывая новую уточину (рис. 1.29,д). Эту уточину батан опять прибивает бердом к опушке ткани, ремизки снова перемещаются, а основные нити переплетаются с новой уточиной.
Так продолжается нарабатывание ткани за счет прокладывания нитей утка и переплетения их с нитями основы. Коленчатый вал 20 делает 220 и более оборотов в минуту. За каждый оборот прокладывается и зарабатывается в ткань одна уточина.
Из описания процесса образования ткани следует, что нитям основы и утка необходимо сообщать движения в двух направлениях: вдоль нитей и перпендикулярно им. Эти движения передаются нитям механизмами ткацкого станка. Движение основы в направлении, перпендикулярном оси нитей, для образования зева и переплетения основными нитями уже прокинутой уточины осуществляет зевообразовательный механизм. Движение уточины в продольном направлении (прокидывание) происходит во время пролета челнока через образовавшийся зев в результате воздействия на челнок боевого механизма. Движение уточины перпендикулярно ее оси для прибивания ее к опушке ткани осуществляет механизм батана. Движение основы в продольном направлении, наматывание наработанной ткани и обеспечение натяжения основных нитей осуществляют механизмы товарного регулятора и основного регулятора (или основного тормоза).
Все названные механизмы принимают непосредственное участие в формировании ткани на станке и относятся к числу основных механизмов.
От длины ткани, наматываемой на товарный валик при прибое к опушке ткани одной уточины, зависит плотность ткани по утку, а от отпуска основы основным регулятором — величина ее натяжения. Плотность ткани по основе зависит от частоты зубьев берда и числа нитей основы, пробранных между двумя зубьями.
Кроме основных механизмов, ткацкий станок имеет целый ряд вспомогательных и предохранительных механизмов, улучшающих работу станка, облегчающих его обслуживание, способствующих выработке ткани высокого качества.
Вспомогательные механизмы предназначены для изменения направления движения основы, поддержания основы и ткани между ткацким навоем и товарным вальяном. К ним относятся: скало, ценовые палочки, шпарутки и грудница.
Скало 2 (рис. 1.29,а) (валик с шипами) поддерживает основу и меняет направление ее движения с вертикального на горизонтальное.
Ценовые палочки 3 (прутки) разделяют нити основы на четные и нечетные. Их вставляют между нитями основы взамен ценовых шнурков при заправке станка в том случае, когда основа более плотная.
Шпарутки 24 не допускают усадки ткани по ширине под действием натяжения утка, возникающего при изгибе уточных нитей во время их прибоя бердом к опушке ткани.
Грудница 11 (металлический изогнутый брусок) изменяет направление ткани с горизонтального на вертикальное.
Кроме того, на автоматических ткацких станках имеются механизмы автоматической смены шпуль, обеспечивающие бесперебойное питание утком.
Предохранительные механизмы предупреждают выработку недоброкачественной ткани в случае обрыва нитей основы или утка, недолета или вылета челнока. К предохранительным механизмам относятся:
- уточная вилочка, предупреждающая порок недосеки в случае обрыва уточной нити или полного схода ее с находящейся в челноке шпули;
- основонаблюдатель (ламельный прибор), останавливающий станок в случае обрыва нити основы и предотвращающий порок близну;
- замочный механизм, предупреждающий массовый обрыв нитей основы при недолете челнока в челночную коробку;
- предохранитель от вылета челнока, улавливающий челнок, вылетающий из зева;
- искатель опушки ткани, помогающий предупреждать возникновение пороков (забоин и недосек) при пуске станка после останова его по какой-то причине.
Без таких механизмов, как основонаблюдатель, уточная вилочка, автоматическая смена шпуль, один ткач не смог бы обслуживать больше одного-двух станков. С этими механизмами ткачи обслуживают десятки станков.
Образование тканых узоров. Для создания в ткани желаемого переплетения основы и утка необходимо так управлять образованием зева, чтобы каждый раз ремизки приподнимали те нити основы, которые должны перекрывать очередную прокидываемую челноком уточную нить. Для этого необходимо, чтобы число ремизок на станке было не меньше числа нитей в раппорте по основе. Для выработки простых переплетений с небольшим раппортом необходимое число ремизок невелико и для управления их движением применяют простейший эксцентриковый зевообразовательный механизм (рис. 1.29,а).
Подъемом и опусканием каждой пары ремизок в этом случае управляет пара эксцентриков 21, сидящих на общем для всех эксцентриков валу 22. Каждый эксцентрик действует на ролик особого рычага 17, который связан тягами 18 с соответствующей ремизкой. Ремизки попарно связаны ремешками 6.
Когда один эксцентрик, действуя на ролик, опустит свой проступной рычаг, то связанная с ним ремизка опустится, а другая поднимется. Второй эксцентрик при этом повернут так, что допускает это движение. Через пол-оборота вала 22 вступает в работу второй эксцентрик и т. д.
На рис. 1.29 показана схема станка, имеющего две ремизки, — значит, на нем можно вырабатывать ткани только полотняного переплетения. С увеличением числа нитей в раппорте ткани увеличивается число ремизок и число эксцентриков, необходимых для управления их движением. Зевообразовательный механизм с эксцентриками становится все более громоздким. Поэтому его не применяют при выработке тканей более сложных переплетений, когда необходимое число ремизок больше 6—8.
Для получения тканей с более сложными переплетениями применяют зевообразовательные механизмы другого типа - ремизоподъемные каретки и жаккардовые машины, в которых зев образуется специальными подъемными механизмами.
Ремизоподъемные каретки. На станках, снабженных кареточными зевообразовательными механизмами, порядок подъема и опускания ремизок обеспечивается призмой с картоном. Картон представляет собой набор карт-планок, соединенных колечками в бесконечное полотно. На карты набиты колышки в соответствии с рисунком переплетения. При повороте призмы на одну грань надетый на нее картон перемещается, вводя в действие новый элемент карты с колышками, которые, взаимодействуя с другими элементами механизма (крючками, ножами и др.), управляют порядком чередования подъема и опускания ремизок. Изменяя расположение колышков, можно получать разнообразные переплетения. Число ремизок, а значит, и раппорт вырабатываемых тканей на ткацких станках с каретками может достигать 32, что позволяет вырабатывать на них ткани различных мелкоузорчатых и сложных переплетений.
В хлопчатобумажной промышленности применяются челночные ткацкие станки АТ-100-5М, AT-100-6, АТ-120-6М, AT-140-5, AT-160-5, AT-175, AT-4-120-5, в шерстяной —AT-175-Ш5, АТ-4-175-Ш, АТ-2-175-Ш, АТ-2-200-Ш; в шелковой АТ-120-Шл-5М, АТ-160-Шл-5М, АТ-2-120-Шл-5М, АТ-2-160-Шл5; в льняной — АТ-60-Л5 для выработки полотенец, АТ-100-Л5И АТ-120-Л5 для выработки тканей из пряжи средней линейной плотности, AT-175-Л5 и АТ-225-Л5 для выработки льняных тканей, скатертей и покрывал, АТ-100-ЛБ для выработки брезентовых тканей из льняной и оческовой пряжи, АТ-120-ЛЗМ для выработки мешочных и паковочных тканей.
В настоящее время в текстильной промышленности практически все челночные ткацкие станки заменены на бесчелночные.
Лекция 10
Дата добавления: 2017-09-01; просмотров: 8448;
Поиск по сайту
Узнать еще
- C учетом изменения статической работы балки
- I. Общие принципы структурно-функциональной организации клетки и её компоненты. Плазмолемма, её структура и функции.
- I. Режимы работы электротехнических устройств.
- I. Этические принципы психолога
- II. Общие методические принципы в канистерапии
- II. Получение вращающегося магнитного поля и принцип действия АД.
- II. Прием и оформление заказов на услуги (работы)
- II. Принцип действия и режимы работы синхронной машины

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
