Пневматический ткацкий станок
Бесчелночные пневматические ткацкие станки предназначены для выработки тканей из химических комплексных нитей и пряжи. На них можно вырабатывать ткани простых переплетений (полотняные, саржевые и их производные) с поверхностной плотностью не более 200 г/м2 и с плотностью по основе и утку — до 60 и 45 нитей на 10 см соответственно.
Заправочная ширина ткани на станке 90—125 см, частота вращения главного вала 300, 350 и 400 мин-1.
Особенностью этих станков является то, что нить утка прокладывается в зев силой давления сжатого воздуха, подаваемого к станкам от компрессора по трубопроводам. Схема заправки основных нитей и навивание ткани на товарный валик аналогична схемам заправки других систем станков.
Технологическая схема прокладывания утка на пневматическом станке приведена на рис 1.37.
Паковка 5 с утком расположена с левой стороны станка. Нить утка 4 сначала проходит через тормозное устройство 3, затем под прижимным роликом 2 и наматывается на барабан 1 отмеривающего механизма. После отмеривания уточной нити определенной длины она сбрасывается с барабана и попадает под действие струи 10 сжатого воздуха.
Воздух увлекает за собой нить в сопло 6, и через канал конфузора 9, состоящего из набора фигурных пластинок, прокладывает ее до противоположной стороны зева, где она попадает под действие отсасывающего устройства 8, вытягивающего кончик уточной нити из зева. При прибое уточной нити верхней частью берда конфузор опускается под ткань, а уточная нить выводится из его канала. Обрезанные ножницами 7 концы уточных нитей образуют бахрому, выступающую за кромки ткани. Для закрепления кромок на станке предусмотрено перевивочное устройство. Нити с отдельных катушек перевивочного устройства переплетают нити утка у кромки ткани, закрепляя ее и предохраняя от осыпания кромочных нитей.
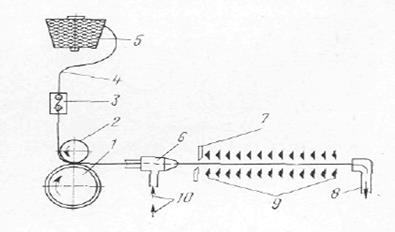
Рис. 1.37. Технологическая схема пневматического ткацкого станка
Конфузор состоит из отдельных пластин, которые закреплены на батане. В момент прибоя батан отводит конфузор под опушку ткани, происходит смена зева, уточная нить выводится нитями основы через щель в пластинах конфузора и прибивается к опушке ткани. Кромочные нити основы закрепляются с помощью специального механизма перевивки.
Ткань, вырабатываемая на пневматическом ткацком станке, имеет с правой стороны неровную кромку из концов нитей утка. Эта бахрома мешает дальнейшей отделке ткани, поэтому ее отрезают специальным ножом, в результате чего на станке образуются дополнительные отходы.
Применение сжатого воздуха требует дополнительных затрат на подвод коммуникаций для подачи воздуха к станкам и на оборудование для подготовки и очистки сжатого воздуха. Движение уточной нити в конфузоре неустойчивое, поэтому возможны недолеты нити до противоположного края основы, вследствие чего в ткани возникают пороки, снижающие ее сортность.
Пневматические ткацкие станки выпускаются с шириной заправки по берду от 110 до 410 см. Увеличение ширины заправки станка приводит к увеличению скорости прокладывания утка от 28 до 52 м/с. На широких ткацких станках такая скорость достигается за счет использования дополнительных эстафетных сопел вдоль движения уточной нити. На станках может быть установлено до 28 эстафетных сопел.
Увеличение скоростных режимов пневматических ткацких станков до 1800 прокидок в минуту и увеличение рабочей ширины станка повлекло за собой не только резкое увеличение их производительности до 3200 метроуточин в минуту, но и увеличение съема продукции с единицы производственной площади.
На современных пневматических ткацких станках широко применяются микропроцессоры, которые управляют такими важными операциями, как прокладывание уточной нити, автоматический поиск зева, где произошел обрыв уточной нити, работа эстафетных сопел, подача основы, натяжение основы и утка, автоматическое удаление дефектных уточин. Чаще всего электронное управление используется в приводе станка. Благодаря микропроцессору можно точно контролировать износ главных деталей станка. С помощью электронной ремизоподъемной каретки возможно автоматически синхронизировать зевообразование и создание цветного рисунка из уточных нитей. Микропроцессор контролирует различные параметры, каждое их изменение фиксируется, обрабатывается и моментально реализуется. Память микропроцессора собирает и запоминает информацию, а затем автоматически выбирает правильное решение среди огромного множества возможностей. Управление станками с помощью микропроцессоров увеличивает степень автоматизации и облегчает обслуживание станка ткачом.
Дата добавления: 2017-09-01; просмотров: 4936;
Поиск по сайту
Узнать еще
- Авторежим пневматический 100.050-1М
- Буровой станок КА-2М-300. Музей кафедры бурения
- Гидравлический дровокольный станок КГ-8А
- Двухроторный окорочный станок для поштучной обработки лесоматериалов 2ОК-40-1
- Зубодолбежный станок 5140
- Какие нагрузки действуют на штанги и на станок-качалку?
- Комбинированный станок Н-10
- Определение нагрузок на штанги и станок-качалку

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
