Чесальные машины фирмы Trutzschler
Фирма Trutzschler выпускает чесальные машины Экстракард DК-803, DК-903, а также машины нового поколения марки ТС 03. Фирма занимает ведущее положение на современном рынке чесальных машин, поскольку машины отличаются возможностью легкого приспособления к меняющимся условиям производства, имеют простую, но массивную виброустойчивую конструкцию, допускающую работу с высокими скоростями, позволяют легко и быстро регулировать линейную плотность ленты и производительность. Чесальная машина ТС 03 вобрала в себя практически все современные технические новинки в области кардочесания и автоматического регулирования. Рассмотрев подробно ее конструкцию и работу, можно составить представление о современной технике кардочесания в целом.
Машина позволяет повысить производительность чесального оборудования до 30% по сравнению с предыдущими моделями и выйти на уровень производительности 150 кг/ч при сохранении качества на прежнем уровне. Если же производительность незначительно уменьшить, то можно достичь существенного повышения качества чесальной ленты. Это стало возможным за счет использования новейших элементов в зонах питания, чесания, съема волокон и формирования чесальной ленты. На машине произведена оптимизация узла приемных барабанов, увеличена зона основного чесания, кроме того, достигнута практически полная автоматизация работы и настройки машины.
Технологическая схема шляпочной чесальной машины марки ТС 03 представлена на рис. 3.2.
Волокнистый материал подается на чесальную машину от машин разрыхлительно-очистительного агрегата пневматически автопитателем 1. Бункерный питатель Directfeed работает по двухкамерному принципу. Клочки хлопковых волокон, находящиеся в первой камере 2, подаются питающим валиком 3 к разрыхлительному барабану 6. Быстровращающийся разрыхлительный барабан с игольчатой гарнитурой превращает волокнистый материал в мелкие равномерные клочки, которые сбрасываются в нижнюю камеру 7. Для равномерного зажима материала по всей ширине машины он подается к разрыхлительному барабану 6 в зажатом состоянии между питающим валиком 3 и подпружиненными желобами 5 (5 шт.).
Для изменения массы питающего слоя можно с помощью рычага изменить ширину второй камеры 7.
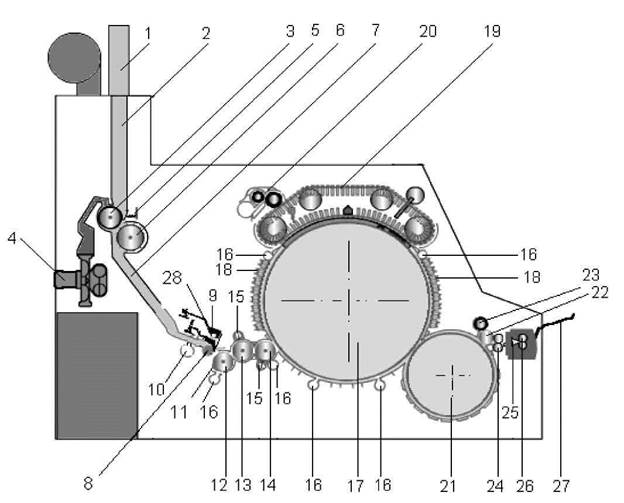
Рис. 3.2. Технологическая схема чесальной машины ТС 03 фирмы Trutzschler
Выравнивание волокнистого слоя по длине и ширине происходит в обоих бункерах автоматически. Это гарантирует равномерность волокнистого слоя и исключает случайную вытяжку между бункерным питателем и кардочесальной машиной, что позволяет снизить неровноту чесальной ленты.
Вентилятор 4 нагнетает воздух в камеру 7, очищает гарнитуру разрыхлительного барабана и транспортирует клочки волокон к узлу предварительного чесания Webfeed. Волокнистый материал уплотняется между питающим цилиндром 8, питающим столиком 28 и подпружиненными элементами Sensofeed 9 и подается в зону предварительного чесания.
Подпружиненные элементы и питающий столик прижимают волокнистый слой к питающему цилиндру равномерно по всей ширине, устраняя вытаскивание непрочесанных клочков волокон из бородки.
Десять подпружиненных элементов 9, расположенных по ширине волокнистого слоя, одновременно измеряют его толщину с высокой точностью.
При колебаниях массы прочеса, подпружиненные элементы отклоняются на различные углы, суммарный сигнал от них поступает в систему управления машиной, где преобразуется в необходимую частоту вращения питающего цилиндра 8 и питающего валика 3, таким образом, к приемному барабану 12 всегда поступает равномерный поток волокон. Сигнал от подпружиненных элементов является более приоритетным по сравнению с сигналом авторегулятора от лентоформирующей воронки.
Узел Sensofeed позволяет уменьшить неровноту слоя по массе на метровых отрезках, благодаря этому стало возможным устранить утолщения и подавать к узлу предварительного разрыхления Webfeed максимально равномерный холст. Два узла для отвода отработанного воздуха 10 дополнительно очищают волокнистый поток от пыли. В качестве дополнительной функции узел Sensofeed контролирует попадание в машину металлических примесей и утолщений и при их попадании сразу отключает машину.
Основным в работе узла приемного барабана является разрыхление волокнистого слоя, поступающего от питающего цилиндра, и очистка волокон от сора и пыли. Узел предварительного чесания Webspeed состоит из трех приемных барабанов 12,13,14 с различной гарнитурой, устройства очистки 16 и расчесывающих сегментов 15. Барабаны предварительно расчесывают волокнистый слой и подают к главному барабану более равномерный и тонкий поток волокон. Поэтому машина может работать при более высокой частоте вращения главного барабана с более тонкой гарнитурой и с меньшими разводками в рабочих зонах.
Последовательное разрыхление на трех приемных барабанах обеспечивает щадящую обработку волокон. Первый барабан 12 вращается значительно медленнее, чем приемный барабан в обычной кардочесальной машине. Это значительно уменьшает воздействие на волокна в критической точке зажима. При переработке хлопка первый барабан имеет короткие штифтовые иглы. Эти иглы бережно вычесывают волокнистый материал, подаваемый питающим узлом Sensofeed. Второй 13 и третий 14 барабаны с цельнометаллической пильчатой лентой дополнительно расчесывают клочки и формируют прочес. Неподвижные расчесывающие сегменты 15 производят переориентацию волокон на поверхности приемных барабанов и дополнительно расчесывают пучки волокон, что улучшает их параллелизацию. Волокно передается между барабанами за счет большей окружной скорости каждого последующего барабана, перекрестного расположения гарнитур между ними и увеличения угла наклона зубьев гарнитуры. Дополнительный электродвигатель для привода трех барабанов предпрочеса Webfeed позволяет при необходимости изменять частоту вращения барабанов независимо от главного барабана.
Каждый барабан предварительного чесания оборудован системой пневматического удаления сорных примесей. В результате достигается высокая степень очистки, что повышает эффективность работы главного барабана и шляпок, уменьшается изнашивание их гарнитуры и обеспечиваются более длительный срок службы гарнитуры и лучшее качество чесальной ленты. Благодаря хорошей очистке волокон клейкие частицы не засоряют гарнитуру, поэтому на машине можно перерабатывать хлопок, пораженный медовой росой. Каждый узел очистки оборудован прямым отсосом сорных примесей 16.
Основная очистка происходит в узле первого приемного барабана 12. Здесь отделяются наиболее грубые сорные примеси. В узлах второго и третьего барабанов за счет действия более высоких центробежных сил отделяются более мелкие сорные примеси и пыль. Количество выделяемых отходов задается положением сороотбойного ножа 11 и может быть установлено в соответствии с засоренностью перерабатываемого материала.
За счет разницы центробежных сил, действующих на волокна и сорные примеси, последние, взаимодействуя с передней острой гранью ножа, пневматически удаляются в сороотводящий канал 16. Регулировка положения сороотбойного ножа производится вручную или автоматически и возможна при работающей машине.
Все три барабана предпрочеса со всех сторон закрыты кожухами.
С последнего барабана предпрочеса 14 все волокна переходят на главный барабан 17. Полный переход волокна обеспечивается перекрестным расположением гарнитур между барабанами, большей окружной скоростью главного барабана и большим углом наклона зубьев гарнитуры. Решающее значение для обеспечения максимального эффекта чесания имеет гарнитура. Фирма Trutzschler благодаря сотрудничеству с ведущими поставщиками гарнитуры применяет для обтяжки главного барабана цельнометаллическую пильчатую ленту с новейшей геометрией, соответствующую определенному виду перерабатываемого сырья.
Основное чесание волокон (ориентация вдоль движения, очистка и дальнейшее разъединение вплоть до отдельных волокон) осуществляется в четырех зонах: между главным барабаном 17 и первым неподвижным кардным сегментом 18, между главным барабаном и шляпками 19, между главным барабаном и вторым неподвижным кардным сегментом 18 и между главным и съемными барабанами.
Шляпки имеют обратный ход и обтянуты эластичной игольчатой гарнитурой. Гарнитура подвижных шляпок вбирает в себя короткие волокна и сорные примеси в виде шляпочного очеса, который удаляется со шляпок с помощью устройства очистки шляпок 20.
Фирма Trutzschler разработала новую конструкцию шляпок. Легкие и чрезвычайно жесткие шляпки выполнены из алюминиевого профиля. Они направляются двумя зубчатыми ремнями и соединяются с ними с помощью кулачка, без дополнительных крепежных элементов. Имеющиеся на концах шляпки штифты из твердого сплава скользят по специальным пластиковым направляющим. Техническое обслуживание шляпок не вызывает затруднений. Демонтаж шляпки при замене гарнитуры производится одним человеком без применения какого-либо инструмента и занимает минимальное время. Шляпки крепятся к зубчатым ремням при помощи защелок, поэтому надежно удерживаются и четко фиксируются. Другим аспектом в плане упрощения технического обслуживания машины является заточка гарнитуры главного барабана и шляпок непосредственно на машине.
Оптимальное взаимодействие главного барабана и шляпок является решающим фактором, который, по расчетам, на 90% определяет эффективность очистки, уменьшения количества непсов и обеспечивает высокое качество чесания. Степень очистки – 90% достигается в процессе чесания между главным барабаном и шляпками.
На чесальной машине ТС 03 используется система Flat Control FCT. Эта система предназначена для измерения разводки между гарнитурами шляпок 19 и главного барабана 17. Если необходимо проверить разводку, с машины снимаются три рабочие шляпки и вместо них устанавливается специальная измерительная шляпка. Установленный на этой шляпке датчик измеряет разводку с точностью до 0,001 мм. Все результаты измерения автоматически выводятся на дисплей в виде графика. Эта система предоставляет возможность быстро проводить регулировку разводки и выявить нарушения, которые влияют на качество продукции, кроме того, значительно увеличивается срок службы гарнитуры шляпок.
Разводка между главным барабаном и шляпками может изменяться либо вручную, либо автоматически. Прецизионная система автоматической регулировки разводки между шляпками и главным барабаном PFS – это новая, запатентованная система для быстрой и точной установки разводки. Она позволяет задавать разводку шляпок через дисплей системы управления и изменять ее во время работы машины.
В зоне взаимодействия главного и съемного барабанов осуществляется дополнительное чесание за счет параллельного расположения гарнитур, при этом прочесанные волокна частично переходят на съемный барабана 21, где поток волокон уплотняется за счет большей скорости главного барабана. Чесальная машина ТС 03 оборудована лентоформирующим устройством Webspeed. Ватка-прочес снимается с помощью съемного валика 22 и выводится к плющильным валикам 24.
Волокна, оставшиеся в гарнитуре съемного валика, снимаются чистительным валиком 23 и удаляются с помощью системы пневмоочистки. Плющильные валики раздавливают оставшиеся в ватке-прочесе сорные примеси и подают ее по направляющему профилю к лентоформирующей воронке 25 и выпускным валикам 26. Датчики, установленные сбоку плющильных валиков, останавливают машину при намотах и прохождении утолщений. Сформированная чесальная лента 27 подается в лентоукладчик.
Для визуального контроля качества прочеса или взятия пробы лентоформирующее устройство простым нажатием кнопки может быть отклонено вперед. Для заправки ленты устройство откидывается назад, и вход в лентоформирующую воронку 25 становится легко доступным. Применение устройства Webspeed позволяет значительно повысить скорость выпуска ленты, которая в настоящее время составляет до 300 м/мин.
Точное поддержание линейной плотности чесальной ленты обеспечивается с помощью специальной системы контроля Correctcard CCD. Уплотнительная воронка 25 является чувствительным элементом системы авторегулирования; выходное отверстие воронки имеет подпружиненную подвижную стенку, которая может отклоняться при колебаниях толщины чесальной ленты. Все отклонения линейной плотности ленты от заданной преобразуются в изменяющуюся частоту вращения питающего цилиндра 8, что позволяет уменьшить неровноту ленты на длинных отрезках.
На чесальных машинах фирмы Trutzschler моделей DK 903 и ТС 03 под съемным валиком устанавливается система Nepscontrol для определения количества непсов и качества ватки-прочеса непосредственно на работающей машине. Система Nepscontrol представляет собой измерительную систему для обнаружения сора, кожицы с волокном и узелков в прочесе. В зоне съема располагается видеокамера, которая совершает возвратно-поступательное движение по ширине ватки-прочеса. Вычислительная система Nepscontrol оценивает количество, вид и размеры посторонних частиц. Результаты оценки выводятся на дисплей машины или передаются для последующей обработки в информационную систему чесального цеха. Система Nepscontrol легко монтируется и демонтируется на машине и позволяет отказаться от дорогостоящих лабораторных исследований.
Чесальная лента укладывается в таз с помощью высокопроизводительного лентоукладчика КН, который может работать со скоростью выпуска до 400 м/мин. Он может применяться не только для стандартных тазов диаметром 600 мм, но и для тазов большого диаметра - до 1000 мм и высотой до 1500 мм. Контроль подачи ленты в таз производится бесконтактным способом. Лентоукладчик КН может использоваться с автоматическим устройством смены тазов КНС, которое является идеальным устройством сопряжения с автоматической системой транспортировки тазов. Автоматическое устройство КНС отделяет ленту в процессе смены таза, оставляя выступающий конец ленты, точно заданной длины. Чесальная лента постоянно находится под наблюдением датчика контроля обрыва, который автоматически отключает чесальную машину и лентоукладчик при обрыве ленты.
При наработке необходимой длины, чесальная лента отрезается специальным режущим устройством, и полный таз автоматически заменяется пустым с помощью механизма смены тазов.
Чесальные машины фирмы Trutzschler моделей DK 903 и ТС 03 по желанию потребителя могут быть оснащены интегрированным вытяжным прибором IDF вместо традиционного лентоукладчика. В этом случае чесальная лента после выпускных валиков лентоформирующего устройства проходит через уплотнительную воронку 1 (рис. 3.3), утоняется в вытяжном приборе 2 системы 3×3, проходит через вторую уплотнительную воронку 1 и валиками 3 подается в лентоукладчик КН 4. Укладка ленты может осуществляться в круглые тазы 5 или в прямоугольные тазы для пневмомеханического прядения.
Комбинация кардочесальной машины ТС 03 и интегрированного вытяжного прибора IDF является экономически оправданной и технологически целесообразной возможностью отказаться от одного перехода ленточных машин. Если же используется один переход ленточных машин, то применение IDF позволяет осуществлять непосредственно прядение из чесальной ленты на пневмомеханических прядильных машинах.
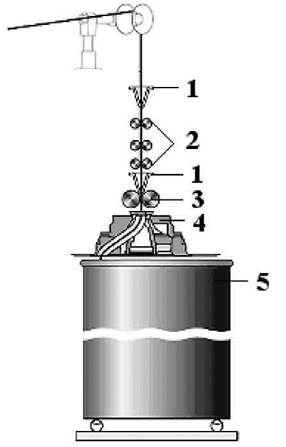
Рис. 3.3. Технологическая схема лентоукладчика с интегрированным
вытяжным прибором IDF
Управление кардочесальной машиной ТС 03 осуществляется с помощью микрокомпьютерной системы управления Cardcomander. Эта система регистрирует и контролирует основные параметры кардочесальной машины, а также лентоукладчика, устройства смены тазов и систем авторегулирования и выводит значения показателей на дисплей.
Дата добавления: 2017-09-01; просмотров: 8312;
Поиск по сайту
Узнать еще
- II. Принцип действия и режимы работы синхронной машины
- XXXV. ПОДЪЕМНЫЕ МАШИНЫ И ПРОХОДЧЕСКИЕ ЛЕБЕДКИ
- Абсорбционные холодильные машины
- АВАРИЙНО-СПАСАТЕЛЬНЫЕ МАШИНЫ (АСМ).
- Аксиально-поршневые гидромашины с наклонным диском.
- Аксиальные гидромашины
- Активные – воздействуют на предмет труда, перемещают его, контролируют ход производства (машины, оборудование, т/с, инструмент)
- Альтернативные цели фирмы

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
