Заклепочные соединения
Относятся к неразъемным.
Заклепка – круглый стержень с головками по концам (рисунок 8.1). Закладная головка выполняется одновременно со стержнем, замыкающая головка выполняется в процессе клёпки.
Рисунок 8.1
• сложность технологического процесса изготовления,
• повышенный расход металла и утяжеление конструкции.
Применения.
Для соединения листов, полос, прокатных профилей и т.д. В особо ответственных конструкциях, воспринимающих интенсивные вибрационные или повторные ударные нагрузки (самолеты, мосты и пр.). В конструкциях из несвариваемых материалов, а также для избежаний коробления в процессе нагрева.
Типы заклепок:
а) заклёпка с полукруглой головкой
(ГОСТ 14797-75, ГОСТ 10299-80);
б) заклёпка с полупотайной головкой
(ГОСТ 10301-80)
в) заклёпка с потайной головкой
(ГОСТ 14798-75, ГОСТ 10300-80);
г) заклёпка с плоской головкой
(ГОСТ 14801-85).
а) б) в) г)




Рисунок 8.2
Материалы заклепок:
Сталь 10 кп ГОСТ1050-7 01
Сталь 09Г2 ГОСТ 19281-73 10
Латунь Л63 ГОСТ 12920-80 32
Медь М3 ГОСТ 859-78 38
Алюминий Д18 ГОСТ 14838-78. 3
Обозначение: Заклепка 8´80.38 ГОСТ 1300-80.
Расшифровка: 8 – диаметр заклёпки в мм (до клёпки); 80 – длина заклёпки в мм (до клепки); 38 – номер марки материала (Медь М3); ГОСТ 1300-80 – заклёпка с потайной головкой.
Классификация заклёпочных швов
• по назначению – прочные (применяются для восприятия внешних нагрузок) и прочноплотные (для обеспечивания герметичности при восприятии значительных усилий);
• по конструкции – нахлёсточные; стыковые с одной накладкой и стыковые с двумя накладками;
• по количеству рядов - однорядные и многорядные;
• по расположению заклёпок – рядовое и шахматное;
• по числу сечений – односрезные, двухсрезные и многосрезные.
Шаг заклёпочного шва р – расстояние между заклёпками по длине шва.
Заклёпки прочных швов рассчитывают на срез и на смятие.
Рассмотрим простейший шов – однорядный односрезный нахлесточный (рисунок 8.3).


Рисунок 8.3
Условие прочности заклёпок на срез
 ,
,
где k – число плоскостей среза заклёпок;
[τ]ср – допускаемое напряжение на срез.
Коэффициент прочности заклёпочного шва

Сварные соединения
Сварка – технологический процесс соединения деталей высокотемпературным расплавом металла, образующего сварной шов.
Методы получения сварных швов (рассматриваются в специальных разделах курса «Технология конструкционных материалов») классифицируют по источникам энергии для нагрева свариваемых деталей:
• Химическая (газовая сварка);
• Электрическая (электросварка);
• Химико-механическая (кузнечная, термитная);
• Электромеханическая (контактная сварка).
Преимущества сварных соединений перед клепанными:
• экономия металла, меньшая трудоемкость
• лучшее использование металла
• меньшая масса соединительных элементов;
• широкие возможности стыковых соединений без накладок.
Недостатки:
• невозможность сварки разнородных материалов,
• термическая деформация конструкции.
По назначению сварные соединения разделяют на прочные (обеспечивают прочность) и прочно-плотные (гарантируют герметичность соединяемых элементов).
По расположению соединяемых частей – стыковые, нахлёсточные, с накладками, угловые, тавровые.
а) б)
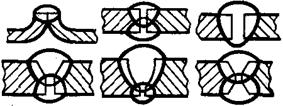
в) г)


а – стыковые соединения; б) нахлесточные соединения;
в) тавровые соединения; г) угловые соединения
Рисунок 8.4 - Виды сварных соединений
Виды сварных швов
Стыковые – для стыковых соединений, угловые – для нахлесточных, угловых и тавровых соединений.
По форме подготовленных кромок – без скоса, с одним или с двумя скосами.
По характеру выполнения – односторонние и двухсторонние.
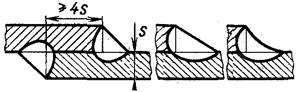
Расчет сварного стыкового шва (рисунок 8.5) проводят по условию прочности на растяжение (сжатие)
 ,
,
где Ар = b·L – площадь растяжения сварного шва, мм2
 - допускаемое напряжение металла шва, МПа.
- допускаемое напряжение металла шва, МПа.
F – растягивающая (сжимающая) сила, Н.
Расчет нахлесточного шва (рисунок 8.5) проводят по условию прочности на срез
 ,
,
где Аср =2·К·0,7·L - площадь среза сварного шва, мм2
 - допускаемоенапряжение металла шва, МПа,
- допускаемоенапряжение металла шва, МПа,
К – катет шва (К ≤ 32 мм)
L – длина сварного шва


К расчету стыкового шва К расчету нахлесточного шва
Рисунок 8.5
Дата добавления: 2017-05-02; просмотров: 2205;
Поиск по сайту
Узнать еще
- I. Реакции присоединения
- Автомобильной службы части (соединения) после получения задачи
- Автотехническим обеспечением части (соединения)
- АЛИЦИКЛИЧЕСКИЕ СОЕДИНЕНИЯ
- Алюминий и его соединения: получение, физические и химические свойства. Медико-биологическое значение алюминия.
- анатомия костей скелета. соединениякостей
- Ароматические соединения
- Ароматическое строение; энергия резонанса (сопряжения) на примерах: бензол, нафталин, гетероциклические соединения.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
