Обработка и сборка подбортов, бортовой прокладки и бортов в верхней одежде
Борта в верхней одежде являются наиболее трудоемким узлом. Их обработка занимает 20-25% общего времени обработки изделия.
Этапы обработки:
§ обработка подбортов;
§ обработка бортовой прокладки;
§ сборка бортов.
На начальной стадии обработки перед, отрезную боковую часть, подборт, спинку, верхний воротник и стойку верхнего воротника дублируют (рисунок 1).
Дублирование переда мужского пиджака может быть фронтальным или локальным.
Для фронтального дублирования могут использоваться:
§ для изготовления недорогостоящих пиджаков: нетканые накладные дублирующие материалы с MS = 30-50 г/м2;
§ для изготовления пиджаков для торжественных случаев используются трикотажные прокладки с MS = 30-80 г/м2;
§ MS = 30 г/м2 для легких тканей; MS = 50 г/м2 для средних; MS = 70-80 г/м2 для тяжелых;
§ тканые прокладки могут использоваться как для пиджаков для постоянной носки, так и для торжественных случаев.
Поверхностное (локальное) дублирование переда термоклеевыми накладками на расстоянии 2-3мм от срезов рекомендуется применять при изготовлении пиджаков из рыхлых тканей пальтовой группы.
Расположение прокладки на расстоянии:
- 10мм от боковых срезов необходимо для исключения пролегания швов после их разутюживания;
- 30 мм от низа обеспечивает лучшие условия формирования сгиба;
- 8мм от среза борта обеспечивает возможность приклеивания специальной ленты (шириной 10мм), раскроенной либо по долевой, либо под  , если конфигурация борта сложная;
, если конфигурация борта сложная;
- 20-25 мм по уступу лацкана позволяет снизить толщину раскепа и в дальнейшем использовать прокладку с перфорацией, что исключает намелку линий обтачивания угла лацкана, а также загибания лацкана при эксплуатации;
- 2-5мм по пройме, 3-7мм по горловине, 10мм по плечевым срезам, 20мм в области расположения кармана (для дальнейшего прокладывания долевика).
В области нижней части борта прокладка имеет перфорацию, что обеспечивает качественную обработку данного участка, уменьшает его жесткость и закручиваемость.
При дублировании переда многозональной прокладкой, прокладку вырезают на участке расположения кармана, что уменьшает толщину (данный участок затем дублируют полоской тканого материала); плечевая накладка может не обрабатываться.
Рисунок 1 – Схема дублирования деталей мужского пиджака
1. Обработка подбортов
Зависит от вида изделия, модели и применяемых материалов. Подборта изготавливают с надставками в целях экономии ткани. Части соединяют стачным швом вразутюжку, расстрачивают. В изделиях без подкладки внутренние срезы подбортов обметывают или застрачивают швом в подгибку с открытым или закрытым срезами. В изделиях из толстых тканей внутренние срезы окантовывают полоской ткани, иногда в изделиях окантовывают сразу срез борта и подборта.
В изделиях без подкладки для повышения устойчивости формы в области груди подборта выкраивают широкими, соответствующими по форме и размерам верхней части переда (совпадают все срезы кроме бокового).
В мужской и женской верхней одежде подборта дублируют. Для качественной обработки на подборт пиджака (до обработки) на машине потайного стежка с изнаночной стороны настрачивается клеевая кромка.
Обработка потайных застежек на подбортах
1 – наметить на цельнокроенном подборте месторасположение прореза (петли), притачать подкладочные полоски – обтачки к подборту;
2 – разрезать подборт между строчками, выправить рамку – петлю и настрочить подкладочные полоски по шву притачивания, закрепляя уголок;
3 – обметать петли под застежку, захватывая верхнюю подкладочную полоску;
4 – выправить вторую подкладочную полоску, настрочить подборт отделочной строчкой.
Застежка в шве обтачивания борта подбортом:
1–обтачать внешний срез подборта подкладкой, вывернуть, выправить кант из подборта, приутюжить подборт;
2–обметать петлю на подборте;
3–обтачать срез подборта подкладкой, вывернуть, выправить кант, приутюжить;
4– стачать срезы подкладки застежки;
5–наложить подборт на борт, выправляя кант в 2мм из борта и скрепить подборт с бортом закрепками между петлями;
6–стачать срезы подкладки;
7–настрочить борт отделочной строчкой.
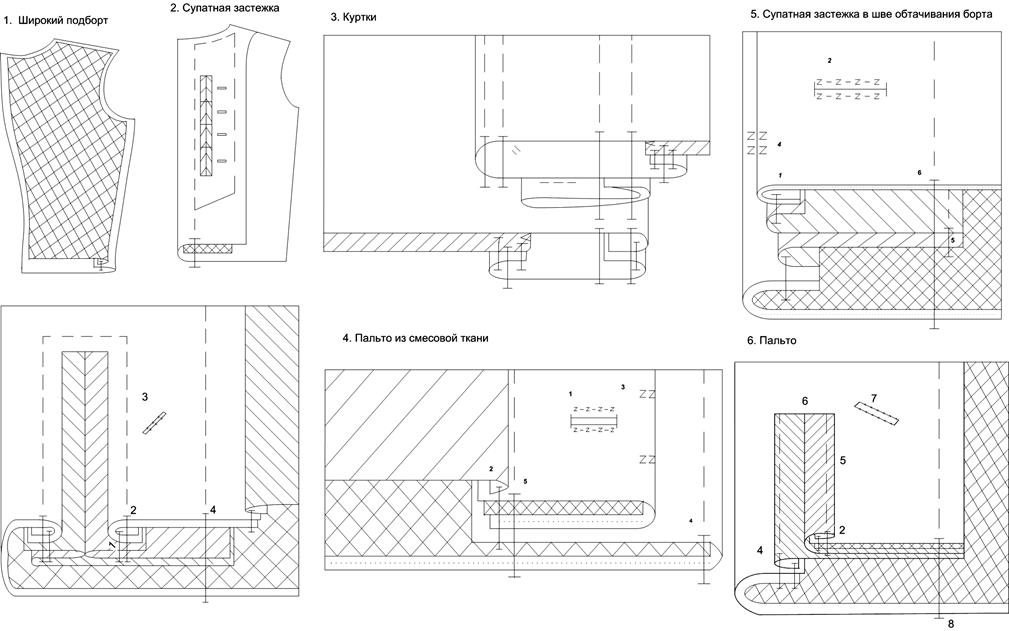
Рисунок 7 - Застежка куртки с притачной планкой и застежкой-молнией
Рисунок 8 - Борта и воротник демисезонного пальто
2. Обработка бортовой прокладки
Бортовая прокладка в верхней одежде служит каркасом для переда, обеспечивая сохранение его формы при носке, прочность петель и пришивки фурнитуры.
В женских и детских изделиях бортовая прокладка однослойная. Объемная форма изделия обеспечивается за счет конструкции прокладок. В мужских изделиях бортовая прокладка многослойная.
При сборке бортовой прокладки в потоках 1-го поколения с волосяными и плечевыми накладками после настрачивания их скрепляющей строчкой между собой и бортовой прокладкой, производят выстегивание (301 или 304 тип стежка). Для закрепления волосяных нитей и придания бортовой прокладке объемной формы по краям настрачивают полоску хлопчатобумажной ткани – «сводку».
В потоках 2-го поколения при производстве бортовой прокладки может использоваться метод каркасного пакета бортовой прокладки, полученный путем термического склеивания слоев. При этом производится соединение основного слоя с дополнительными накладками на 265 кл. Дюркоп Адлер (304 тип) и последующее формование бортовой прокладки на прессе. Для приклеивания отлетного пакета используется: клеевая полоска и клеевая кромка, которая предварительно настрачивается на отлетной пакет или приклеивается с натяжением по всей длинне перегиба лацкана.
 |
Пакет прокладок может быть и другим: так плечевая накладка может иметь разную конструкцию для правого и левого переда. По левому переду она высекается по месту расположения верхнего кармана с листочкой, чтобы не заклеивалась подкладка кармана. Есть прокладка по раскепу; прокладка в лацкан отрезная, по внутреннему срезу высекается зубцами (для мягкой линии перехода).
Для получения устойчивой объемной формы изготавливаются отлетные каркасные пакеты, состоящие из двух-трех слоев.
В качестве основного слоя бортовой прокладки используется жесткая упругая прокладка с MS = 180-220 г/м2.
В качестве второго слоя используется нетканый материал – усилитель бортовой прокладки. Соединение второго слоя может быть ниточное, на машине потайного стежка или клеевое.
Ниточное соединение используется в элитных изделиях для создания легкой объемной формы, а клеевое в повседневных изделиях для создания более жесткой формы.
Для создания легкой пластичной формы отлетной пакет не используется, а только дублируется верхняя часть переда дополнительной клеевой подкладкой.
Пакет прокладок (Италия):
1 – плечевая прокладка (вискозная, с козьим пухом)
2, 3 – нетканые + тесьма или трикотаж с уточной нитью;
4- дополнительный стабилизатор вытачки переда с козьим пухом;
5- дополнительная прокладка в уступ лацкана (разной жесткости);
6- дополнительная прокладка – отлетная, закрепляется швами. Прокладка с конским волосом по утку или парафиксом – для дешевых изделий. В области плечевого среза и проймы выполняется несколько надсечек для формования и улучшения посадки;
7- самая упругая прокладка – трикотаж с уточной нитью из вискозы;
8, 9, 10, 12, 13 – кромки из обычных тканей или трикотажная прокладка с эластаном или биэластичные прокладки – их нельзя использовать в два слоя;
11 – основная прокладка на тканой основе или многозональный материал (для потребителей с низким или средним уровнем доходов).
Отлетной пакет прокладок в мужской одежде высокого качества выстегивается, что дает 5% усадки. Для прокладок используются экологически чистые материалы, без красителя. Затем лацкан выстегивают вручную или на машине потайного стежка. В изделиях из тонких тканей с целью предохранения от пролегания строчек на подбортах, выстеганные лацканы накрывают дополнительными прокладками (неклеевыми или клеевыми). Неклеевые прокладки настрачиваются сквозными строчками по линии сгиба лацкана.
Перед соединяется с бортовой прокладкой с помощью предварительно нарезанной клеевой кромки утюгом по всей длине перегиба лацкана. Затем перед укладывается на подушку пресса, на котором фиксируется его положение посредством лазерных точек, формуется.
Все излишки бортовой прокладки по срезам подрезают, соединяют и разутюживают боковые срезы, уточняют борта и низ пиджака, прокладывают клеевую кромку, предохраняющую борта, лацканы и горловину от растяжения, заутюживают припуски на подгибку низа и производят контроль размеров переда.
 |  | ||
Соединение бортовой прокладки с передом
Обтачивание бортов подбортами производят после предварительного наметывания подборта на борт, распределяя посадку, либо с помощью специального пневматического приспособления. Скрепки располагаются со стороны подборта на расстоянии 25 мм от среза борта, 50 мм от верхнего среза борта, 30 мм – между петлями и 20 мм от низа подкладки. Это позволяет повысить производительность труда на операции на 30%, сэкономить нитки, улучшить качество обработки бортов (не нужно наметывать).
Обтачивание бортов подбортами может производится на специальной машине 3822 –1/24 «Pfaff» с градацией ступенчатой обрезки бортов, в том числе и на закруглениях. Переключает приспособление с обрезки среза одной детали на обрезку среза другой оператор в процессе работы.
Обтачивание бортов производится со стороны переда : правый перед обтачивают, начиная от линии низа, а левый наоборот. До линии перегиба лацкана обрезается срез переда, далее срез подборта.
Далее производится выметывание углов лацкана, бортов, воротника, заметывание низа пиджака.
При обработке бортов в «чистый край», т.е. без отделочной строчки припуск шва обтачивания не подрезают (0,6 см). Борта выметывают и закрепляют одним из известных способов:
 отделочная строчка;
отделочная строчка;
вспушка;
 в чистый край (ниточный или клеевой способ),
в чистый край (ниточный или клеевой способ),
с имитацией ручного стежка(элит).
Обтачивание борта подбортом
После стачивания плечевых срезов, бортовая прокладка накладывается на плечевой шов и крепится к нему клеевым кубиком, притачанным к срезу проймы, либо настрачивается на припуск плечевого среза (после разутюживания плечевого шва)
Далее обрабатывают воротник.
В мужских пиджаках нижний воротник соединяется с изделием накладным швом, верхний воротник соединяется с подкладкой изделия (обработка и соединение воротника с изделием будут рассмотрены ниже).
 |
Низ пиджака закрепляют с помощью двойных промышленных сшитых на машине цепного стежка прокладок.
Сборка бортов одновременно с воротником – шалевый воротник:
1– соединить бортовую прокладку с передом;
2– стачать плечевые срезы (3827 – 2/23 Pfaff);
3– втачать нижний воротник в горловину, разутюжить шов (937-706/803 Pfaff);
4– соединить подборт по раскепу с верхним воротником;
5– разутюжить швы раскепов.
После этого все дальнейшие операции выполняются одновременно с воротником, то есть подборта соединяют с бортами одновременно с обтачиванием воротника (нижнего воротника) и т.д.
В изделиях без подкладки борта изготавливают без бортовой прокладки, подборта выкраиваются широкими. Обтачивание бортов производится вместе с прокладкой подбортов и подбортом.
| <== предыдущая лекция | | | следующая лекция ==> |
| | | Концепция продуктивности |
Дата добавления: 2017-05-02; просмотров: 11228;
Поиск по сайту
Узнать еще
- I. Мышцы, относящиеся к верхней конечности
- I. Обработка поверхности изделий.
- I. Обработка результатов журнала технического нивелирования.
- III. Последующая обработка.
- А - сборка крыши на смонтированном днище резервуара; б - установка полностью собранной крыши на стенку резервуара
- Абразивная обработка
- Автоматизация обработки табличных данных (обработка списков)
- Автоматизированная тематическая обработка радиолокационных снимков.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
