Способы наложения валиков и техника выполнения швов
Во время сварки электросварщик сообщает концу электрода движение в трех направлениях.
Первое движение – поступательное по направлению оси электрода, для поддержания необходимой длины дуги Lg, которая должна быть Lg=(0.5÷1.1)dэ где: dэ – Ø электрода в мм.
Длина дуги оказывает большое влияние на качество сварного шва и его форму. Длинной дуге соответствует интенсивное окисление, азотирование расплавленного металла и повышенное разбрызгивание.
Второе движение – вдоль оси валика для образования сварного шва. Скорость движения электрода зависит от величины тока, диаметра электрода, типа и пространственного положения шва. Правильно выбранная скорость перемещения электрода вдоль оси шва обеспечивает требуемую форму и качество сварного шва. Недостаточная скорость движения электрода приводит к перегреву и прожигу металла, а также снижает качество и производительность сварки.
Траектория движения конца электрода

Рисунок 4. Схема движения конца электрода.
Третье движение – колебание конца электрода поперек шва для образования уширенного валика, который применяется чаще, чем ниточный. Для образования уширенного валика электроду сообщают поперечные колебательные движения чаще всего с постоянной частотой и амплитудой, совмещенные с поступательным движением электрода вдоль оси шва.
Все сварные соединения по протяженности разделяются на три группы: от 250 до 300мм короткие; от 300 до 1000мм – средней длины; от 1000 и более длины.
Короткие выполняют от начала к концу а) в одном направлении; б) сварка соединений средней длины от середины к концу; в) сварка обратноступенчатым способом от середины к концу для соединения средней длины; г) сварка обратноступенчатым способом от средины к концу для длинных соединений.
При сварке горкой на участке длиной 200÷300мм накладывают первый слой. Затем после очистки первого слоя от шлака окалины и брызг на него накладывают второй слой по длине в два раза больший чем первый. Отступив от начала второго слоя, на 200÷300мм выполняют третий слой.
Сварка каскадом для выполнения длинных многослойных швов.

Рисунок 5. Схема сварного шва: а) однопроходный; б) многослойный; в) многопроходный.
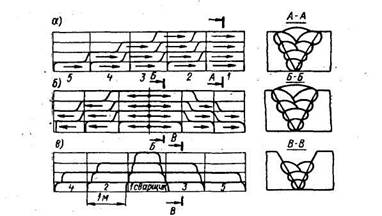
Рисунок 6. Сварка длинных многослойных швов
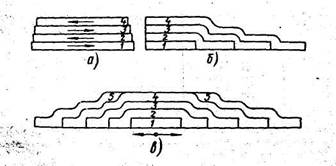
Рисунок 7. Схема многослойной сварки: а) последовательное наложение; б) "каскадное" наложение; в) метод "горки".
Дата добавления: 2017-04-05; просмотров: 2412;
Поиск по сайту
Узнать еще
- I. Способы представления переменного синусоидального тока и напряжения.
- MS Word. Выделение текста. Понятие фрагмента текста. Способы форматирования фрагментов, работа с фрагментами (копирование, удаление, перемещение).
- V. СПОСОБЫ ПОЛУЧЕНИЯ И ХИМИЧЕСКИЕ СВОЙСТВА АЦЕТИЛЕНОВЫХ И ДИЕНОВЫХ УГЛЕВОДОРОДОВ
- VII. Риски и способы их минимизации
- Yandex_direct_print() Теплоизоляция - требования, способы крепления
- А — наложение первого ряда мышечно-мышечных швов; б — наложение второго ряда мышечно-мышечных швов; в — соединение краев пузырно-маточной складки брюшины (перитонизация).
- А) Назначение и порядок выполнения расчетов
- Абсолютные и относительные показатели вариации и способы их расчёта.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
