Выполнение стыковых швов в нижнем положении
Для исключения прожига свариваемых кромок в корне шва применяют различные прокладки и подушки. Сварку выполняют вертикальным электродом с наклоном углом назад или углом вперед.
Вертикальные швы выполняют двумя способами: снизу вверх и сверху вниз. При сварке снизу в верх дугу возбуждают в нижней точке соединения и после образования ванночки расплавленного металла электрод отводят немного вверх и в сторону. Дуга направляется на основной металл. При образовании полочки сварку ведут с перерывами.
При сварке стыковых горизонтальных соединений подготовка необходима только для верхней кромки. Дугу зажигают на нижней горизонтальной кромке, а затем перемещают на скошенную кромку.
Техника и технология сварки тонкого металла
Ручной дуговой сваркой соединять металл толщиной менее 2мм весьма затруднительно.
Для сварки выбирают:
1) Электроды минимального диаметра.
2) Принимают минимальную силу сварочного тока.
3) В сварочную цепь включают осциллятор.
4) Предусматривают такое соединение которое гарантировало бы исключение прожогов в процессе сварки. Ø электрода – 1,6÷2мм, сила сварочного токам – 50÷70А.
Электрическая сварочная дуга
Определение и строение дуги.
Сварочной дугой называется мощный устойчивый электрический разряд в газовой среде, образованной между электродами, либо между электродом и изделием.
В сварочной дуге дуговой промежуток разделяется на три основные области: анодную, катодную и столб дуги.
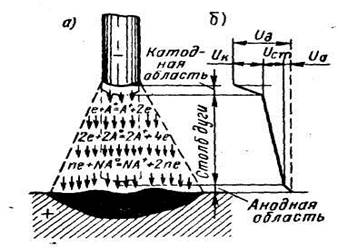
Рисунок 8. Схема сварочной дуги.
Температура в столбе сварочной дуги колеблются от 5000 до 12000° К и зависят от состава газовой среды дуги, материала, Ø электрода и плотности тока.
Сварочная дуга классифицируется по роду применяемого тока (постоянный, переменный трех фазный).И по длительности горения (стационарная, импульсная). При применении постоянного тока различают дугу прямой и обратной полярности.
При прямой полярности – (катод) находится на электроде, а положительный (+) – анод) на изделии.
При обратной (+) – на электроде, а (–) – на изделии.
По принципу работы различают дугу прямого, косвенного и комбинированного действия.
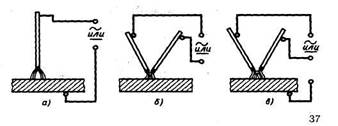
Рисунок 9. Электрическая сварочная дуга: а) прямого; б) косвенного; в) комбинированного действия.
Статическая ВАХ сварочной дуги
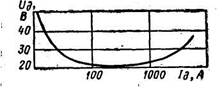
Рисунок 10. Статистическая х-ка дуги при постоянной длине дуги.
Сварочная дуга в области имеющую падающую вольтамперную характеристику имеет малую устойчивость.
В области 2 – (80÷800А) напряжение дуги почти не изменяется, что объясняется увеличением сечения столба дуги и активных пятен.
При увеличении сварочного тока более 800А (область 3) напряжение дуги снова возрастает. Это объясняется увеличением плотности тока без роста катодного пятна. Дуга с возрастающей характеристикой широко применяется при сварке под флюсом и в защитных газах.
Процесс образования электронов и ионов называется ионизацией, а газ, содержащий электроны и ионы, ионизированными.
При прохождении электрического тока через газовый промежуток положительные ионы стремятся к отрицательному полюсу (катоду), а отрицательные к положительному (аноду).
Процесс образования нейтральных атомов и молекул называется рекомбинацией. При рекомбинации выделяется энергия в форме электромагнитного излучения.
Излучение с поверхности отрицательного полюса электронов во внешнюю среду называется электронной эмиссией.
Энергия, израсходованная на отрыв электрона, называется работой ионизации. Работа ионизации, выраженная в электрон-вольтах, называется потенциалом ионизации. Количество энергии, выраженная в электрон-вольтах, которое необходимо затратить для возбуждения атома или молекулы газа, называется потенциалом возбуждения.
Наименьший потенциал ионизации (3,9эВ) имеют пары, а наибольший (24,5эВ) наблюдается у газа гелия.
Дата добавления: 2017-04-05; просмотров: 1863;
Поиск по сайту
Узнать еще
- II. Выполнение процедуры
- III. Оказание услуг (выполнение работ)
- V. Осуществление мероприятий, связанных с выполнением ПОР.
- А — наложение первого ряда мышечно-мышечных швов; б — наложение второго ряда мышечно-мышечных швов; в — соединение краев пузырно-маточной складки брюшины (перитонизация).
- Анализ причин, влияющих на несвоевременное выполнение работ
- В ТМ более 3.2атм, рукоятка крана управления в 6-м положении.
- Виды деформационных швов, констуктивные решения
- Виды сварных соединений и типы сварных швов

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
