Поверхностная закалка деталей с индукционного нагрева
Поверхностная закалка деталей с индукционного нагрева заключается в нагреве ее поверхностного слоя до температуры выше критической Ас3 и последующего охлаждения со скоростью равной или выше критической для получения мартенсита. Этот способ поверхностного упрочнения применяется, главным образом, для деталей из углеродистых и легированных сталей со средним содержанием 0,4-0,5 % углерода (сталь 40,45,50,40Х,40ХН,35Х и др.) и реже высокоуглеродистых (инструмент).
Нагрев поверхностного слоя детали осуществляется путем индуцирования в нем вихревых токов высокой плотности. Деталь помещается в электромагнитное поле, которое создается индуктором, подключенным к источнику тока высокой частоты (ТВЧ) (рис 3.11).Если упрочняемая часть детали имеет небольшую длину (высоту), то вся её поверхность может быть одновременно нагрета до температуры закалки. Если изделие имеет большую длину, то нагрев происходит последовательно путем перемещения изделия относительно индуктора с определенной скоростью.
Одновременно с перемещением детали в индукторе и её последовательным нагревом до температуры закалки может в той же последовательности происходить процессе охлаждения и закалки. Охлаждение осуществляется автоматически с помощью спрейерной головки (контурный душ).
В этом случае процесс перемещения детали в индукторе и спрейере должен происходить по схеме (рис.3.11,б).
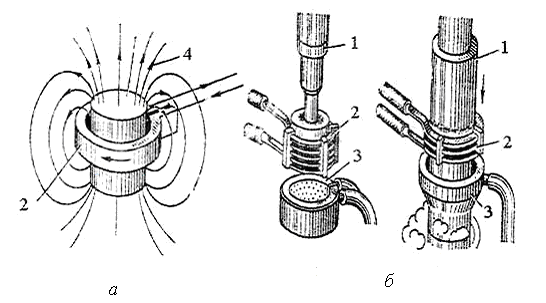
Рис.3.11. Индукционный нагрев детали:
1 – деталь; 2 – индуктор; 3 – спрейер; 4 – силовые линии магнитного поля
Плотность индуцированного тока в поверхностном слое детали во много раз больше, чем в ее сердцевине (поверхностный эффект или скин-эффект). В результате почти вся тепловая энергия выделяется в поверхностном слое и вызывает его разогрев.
Глубина нагрева может быть рассчитана по формуле:
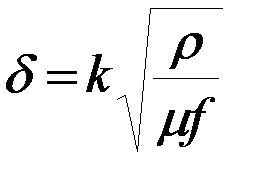 ,см,
,см,
где: r – электросопротивление, в Ом×см;
k – коэффициент, равный 5000;
m – магнитная проницаемость, Гс/э;
f – частота тока , Гц.
Чем выше частота тока, тем меньше толщина нагреваемого слоя. Для получения слоя в 1,0 мм оптимальная частота тока составляют 50-60 кГц; 2,0мм - 1500 Гц; 4,0 мм - 4000 Гц.
Источником электропитания служат машинные и ламповые генераторы. Машинные генераторы имеют частоту от 1 до 10 кГц, ламповые – до 100 кГц.
Условия нагрева детали зависят также от подводимой мощности тока,состава стали, величины зазора между индуктором и поверхностью детали. Переход через точку Кюри (768 °С) при нагреве стальной детали сопровождается уменьшением скорости нагрева и возрастанием глубины проникновения тока и, следовательно, толщины нагреваемого слоя, что необходимо учитывать при выборе режимов индукционного нагрева. Скорость индукционного нагрева составляет десятки-сотни градусов в секунду, общее время нагрева не превышает 2…50 с. Благодаря высокой скорости нагрева превращение перлита в аустенит сдвигается в область более высоких температур (Ас3 + 150 °С),чем при нагреве в печах.
Зерно аустенита при индукционном нагреве растет в меньшей степени, чем при нагреве в печи, вследствие большой скорости и кратковременности нагрева. После закалки с индукционного нагрева размер зерна соответствует 10-12 баллу, печного – 7-8 баллу.
Предварительная нормализация или улучшение, применяемые для некоторых деталей с целью повышения механических свойств ее сердцевины, позволяют получить после закалки особо мелкое зерно поверхностного слоя (14-15 балл). Сталь с таким зерном обладает высокой твердостью 60 НRСэ, прочностью и пластичностью.
Охлаждение при закалке с индукционного нагрева производится в воде струйным способом или погружением. Как правило, закалку сочетают с самоотпуском. При этом охлаждение детали при закалке проводится не до конца, оно прерывается с целью сохранения в слое металла, прилежащем к поверхностному упрочняемому слою, некоторого количества теплоты, которое нагревает закаленный слой до температуры отпуска (160…200 °С). Режим сочетания поверхностной закалки ТВЧ с низким отпуском за счет сохранённого тепла называют закалкой ТВЧ с самоотпуском.
Выбор оптимальной толщины упрочненного слоя определяется условиями работы детали. Когда изделие работает только на износ или в условиях усталости, толщину закаленного слоя принимают 1,5-3мм, в условиях высоких контактных нагрузок, например, для валков холодной прокатки, толщина закаленного слоя принимается 10-15 мм.
Ценным преимуществом метода поверхностной закалки с индукционного нагрева является отсутствие окалины и коробления. Поверхностная закалка широко применяется в промышленности.
В табл.3.5 представлены сравнительные технико-экономические показатели некоторых методов поверхностного упрочнения.
Особенно эффективен метод закалки ТВЧ для серийного и массового производства, так как обеспечивает высокую производительность, может быть полностью автоматизирован и позволяет получать одинаковое и высокое качество закаливаемых изделий при минимальном их короблении и окислении поверхности. Непосредственно в поточной линии механической обработки подвергают поверхностной закалке с индукционного нагрева детали автомобилей и тракторов(коленчатые валы, распределительные валики, шестерни и др.) и в других отраслях машиностроения (шпиндели, колеса мостового крана, тормозные шкивы и т.д.).
Таблица 3.5
Сравнительные технико-экономические показатели процессов поверхностного упрочнения (цементация и закалка с нагрева ТВЧ)
| Технико-экономические показатели | Цементация | Поверхностная закалка с нагрева ТВЧ (с самоотпуском) | |
| в твердом карбюризаторе | газовая | ||
| Марки сталей | Стали низкоуглеродистые (до 0,25 % С), легированные с 0,1…0,18 % С | Стали тех же марок, что и для случая твердого карбюризатора | Стали углеродистые и легированные с содержанием 0,35…0,5 %С |
| Твердость поверхности НRСэ, сердцевины НВ | Твердость поверхности 62…64 HRC, сердцевины 150…180 НВ | Твердость поверхности 62…64HRC, сердцевины150…180 НВ | Твердость поверхности 56…60 HRC, сердцевины 215…230 НВ |
| Длительность процесса | 6…15 ч | 4…10 ч | 30…60 с |
| Приспособления (оснастка) | – | – | Для каждой детали индуктор определенной формы |
| Затраты энергии, % | 1…2 | ||
| Возможность автоматизации | Сильно затруднена | Затруднена | Легко достижима |
Дата добавления: 2017-04-05; просмотров: 11341;
Поиск по сайту
Узнать еще
- HАHЕСЕHИЕ PАЗМЕРОВ HА ЧЕРТЕЖАХ ЛИТЫХ ДЕТАЛЕЙ
- III. Старение и усталость. Вибрация. Коррозия деталей машин. Краткие сведения по теории трения. Виды трения. Основные требования и определения
- XII. НАГРЕВАНИЕ, ОХЛАЖДЕНИЕ И КОНДЕНСАЦИЯ
- Автоматический контроль формы деталей.
- Анализ процессов нагрева воды
- Аналитическая оценка характеристик антенного окна в условиях нагрева
- Аналитический расчет нагревания ТД.
- Балансировка деталей.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
