Подготовка к работе ножей
 Основные операции при подготовке ножей к работе – заточка и установка в станок. Ножи для фрезерования, кроме того, балансируют и уравновешивают, а после установки в ножевой вал или головку – фугуют.
Основные операции при подготовке ножей к работе – заточка и установка в станок. Ножи для фрезерования, кроме того, балансируют и уравновешивают, а после установки в ножевой вал или головку – фугуют.
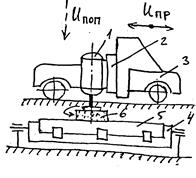
Заточка ножей с прямолинейным лезвием производится на специализированных станках. С задней грани затупленного ножа 5 сошлифовывается слой металла, достаточный для восстановления формы лезвия и рабочих граней. Движение резания осуществляется вращением шлифовального круга 6. Каретка 3 несет суппорт 2 и шлифовальную головку 1. Возвратно-поступательное движение подачи каретки со скоростью Uпр позволяет снять слой металла с ножа, закрепленного на столе 4. Для поступательного сошлифовывания слоев металла шлифовальной головке сообщается периодическое движение подачи врезания со скоростью Uпоп в направлении, перпендикулярном задней грани ножа.
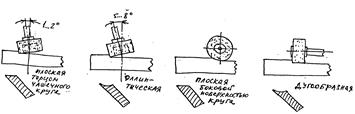
В зависимости от формы шлифовального круга и его положения относительно ножа различают четыре вида заточки, среди которых наибольшее применение имеют два первых.
Существуют заточные станки, в которых продольное движение подачи со скоростью Uпр придается ножу.
Доводка ножей производится после заточки вручную оселками или на заточном станке мелкозернистым кругом. Для ручной доводки используют оселки из электрокорунда или карбида кремния – высоко твердые (ВТ) или чрезвычайно твердые (ЧТ) на керамической основе.
После заточки и доводки непрямолинейность режущей кромки должна ножей быть не более 0,25 мм на 100 мм длины фрезерующих ножей и не более 0,005 мм на 100 мм длины лущильных ножей. Острота лезвия должна быть такой, чтобы радиус затупления был не более 5…6 мкм.
 |
Балансирование ножей выполняют для совпадения центра масс ножа с серединой его длины. Если комплектные ножи имеют одинаковую массу, а центры масс их находятся на разных расстояниях от торца ножевого вала, последний при вращении будет испытывать вибрации и перекосы.
Уравновешивание ножей – попарная комплектная подгонка их по массе, - необходимо, чтобы при вращении ножевого вала не возникала неравномерная центробежная сила, которая может вызвать вибрацию вала и его изгиб.
Для балансирования и уравновешивания ножей необходимы технические весы. Для тонких коротких ножей типа I к балансированию можно не прибегать.
При установке ножей ножевой вал фиксируют стопорным устройством: ослабляют винты крепления ножей; вынимают затупившиеся ножи и клинья; очищают пазы корпуса и клинья от стружки; устанавливают заточенные ножи. Лезвие ножа должно выступать за кромку стружколомателя (губку ножевого вала или зажимного клина) не более чем на 0,75…1,0 мм (остальная величина 0,5 мм). Зазор между ножами и губками не допускается. Допускается отклонение радиусов резания лезвий всех ножей, установленных в ножевом валу – 0,04..0,06 мм.
Для обработки древесины со скоростями подачи выше 20 м/мин обязательна динамическая фуговка ножей с нормальной скоростью для выравнивания радиусов резания. Фугуют ножи абразивным кругом из белого электрокорунда на керамической связке. Uпрод=1…2 м/мин, поперечная подача на двойной ход 0,001 мм. При заднем угле ножа 15о ширина фуговальной фаски не должна превышать 0,15…0,2 мм.
Дата добавления: 2017-04-05; просмотров: 2746;
Поиск по сайту
Узнать еще
- I. ПОДГОТОВКА АТАКИ
- I. Подготовка поверхности.
- V. Подготовка личного состава службы
- VI. Подготовка кадров службы торговли и питания ГО района
- VII. Сигналы, применяемые при маневровой работе
- Аварийные случаи в работе ванн
- Александр II. Предпосылки реформ и их подготовка
- Анализ кала на скрытую кровь. Цель исследования. Подготовка пациента. Оформление направления.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
