Подготовка зубьев пил к работе.
Подготовка к работе дисковых пил с пластинками из твердого сплава.
В подготовку пил при работе входят насечка зубьев, измерение зубчатого венца, заточка и фуговка зубьев.
Насечка зубьев выполняется на ручных (ПШ) или механических (ПШП-2) пилоштампах, когда требуется изменить профиль зуба, если на пиле сломаны 3 (всего) или 2 зуба подряд. Окончательная форма зубьев достигается на заточных станках.
Уширение зубчатого венца (на сторону) зависит от породы и состояния распиливаемой древесины и лежит в диапазоне от 0,3 мм для твердых пород до 1,0…1,3 мм для мягких пород при высокой влажности. У строгальных пил уширение пропила не требуется благодаря форме диска, сужающегося от периферии к центру. У твердосплавных пил уширение пропила достигается свесом пластинки твердого сплава. Все остальные пилы требуют периодического уширения зубчатого венца разводом или плющением.
Развод зубьев – наиболее универсальный метод, применяемый для пил продольного и поперечного пиления с прямой и косой заточкой. Развод заключается в поочередном отгибании зубьев в левую и правую сторону на 1/3…1/2 высоты зуба от его величины. Разводить зубья пил можно как до, так и после заточки.
 Для развода зубьев используют станки РПК8, РП8 (для Æ пил до 800 мм), ручные разводки ПИ-39, тиски для зажима пил при разводе индикаторные разводомеры и шаблоны для контроля точности развода. Достоинства развода зубьев пил состоят в относительной простоте и универсальности. Недостатки – в том, что каждая ячейка пропила формируется только половиной зубьев и в том, что на каждый зуб действует не уравновешенная сила, что снижает устойчивость пилы в пропиле.
Для развода зубьев используют станки РПК8, РП8 (для Æ пил до 800 мм), ручные разводки ПИ-39, тиски для зажима пил при разводе индикаторные разводомеры и шаблоны для контроля точности развода. Достоинства развода зубьев пил состоят в относительной простоте и универсальности. Недостатки – в том, что каждая ячейка пропила формируется только половиной зубьев и в том, что на каждый зуб действует не уравновешенная сила, что снижает устойчивость пилы в пропиле.
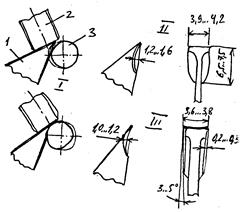
Плющение зубьев применяют для уширения зубчатого венца пил для продольной распиловке с прямой заточкой. К кончику зуба 1 со стороны передней грани прижимают плющильный валик 3, а с задней грани – упор-наковальню.
2. При повороте плющильного валика он внедряется в материал зуба пилы за счет плавного увеличения радиуса его рабочего участка. Кончик зуба упирается в обе стороны (I). Затем ему придают правильную форму формованием, обжимая его плашками (II) и затягивают (III). Двухстороннее уширение зуба обеспечивает симметричное действие сил при работе пилы, а поверхности пропила формируются каждым зубом. Качество пропила выше, устойчивость пилы большая. Плющеные зубья сохраняют достаточное уширение в течение 3…4 переточек. За счет большей устойчивости пилы с плющеными зубьями могут быть на 0,2…0,4 мм тоньше, допускают большую на 15…20% подачу на зуб и на 0,1 мм меньше уширение зубчатого венца, чем пил с разведенными зубьями. Для плющения зубьев применяют полуавтомат для холодного плющения и формирования зубьев ПХФК8 (ПХФД) для диаметров пил до 800 мм, ручную плющилку ПКЦ, ручную формовку ФКЦ, приспособление для установки пилы при плющении и формовании. При наличии большого количества пил для продольной распиловки рационально использовать станки для плющения и формования зубьев в холодном и горячем (разогрев до 800…600 оС в поле ТВЧ) состоянии.
Заточка зубьев пил абразивным кругом заключается в сошлифовывании с граней зубьев слоя металла, толщина которого достаточна для восстановления их остроты и правильной формы. За один проход сошлифовывают слой толщиной 0,02…0,05 мм, поэтому пилы затачивают за несколько проходов. При этом:
1. Все зубья после заточки должны иметь одинаковый профиль, шаг, высоту, углы и пр.
2. Вершины всех зубьев должны располагаться на одной прямой (рамные и ленточные) или окружности (круглые пилы).
3. Во избежание образования трещины в плоскости и облома зубьев дно впадин должно иметь плавное закругление.
4. Зубья пил не должны иметь заворотов, засинения кончиков и др. дефектов.
5. Заточенные зубья не должны блестеть на уголках, образованных пересечением кромок. Блеск указывает на недостаточную остроту зуба.
Различают способы заточки по передней, по задней грани, по передней и задней граням. Заточка по передней грани допускает максимальное число переточек, но требует больше времени. Заточка по задней грани неэкономична в отношении расхода пил. Поэтому стальные пилы затачивают по пердней и задней граням. Имеются заточные станки для рамных, круглых, ленточных и дисковых с пластинками твердого сплава пил: ТчПР, ТчПК (ТчПД), ТчЛ и ТчПТ и другие.
Фуговка зубьев пил – это процесс сошлифовывания металла с кончиков наиболее выступающих зубьев для выравнивания зубчатого венца по высоте и ширине. Это позволяет уменьшить глубину кинематических неровностей и обеспечить участие всех зубьев в формировании пропила. Фуговка бывает боковой и радиальной и осуществляется с помощью фуговальных брусков вручную и на заточном станке (статическая) или на валу круглопильного станка (динамическая). В результате на кончиках зубьев образуются фуговочные площадки. В их пределах задний угол равен 0, поэтому их размер не должен быть более 0,3 мм, чтобы исключить большие силы трения. Алмазная заточка и доводка увеличивает стойкость инструмента в 2..3 раза и умешает расход твердых сплавов в 1,5…2 раза.
 Основные операции подготовки дисковых пил с пластинами твердого сплава: фрезерование гнезд под пластинки твердого сплава, припайка твердосплавных пластинок, заточка и доводка зубьев. Используют серебряные или медно-цинковые припои в виде тонкой проволоки и флюс прокаленную обезвоженную буру в виде мелкого порошка. Нагрев при пайке - электроконтактный; в поле ТВЧ; газовой горелкой; ацетиленокислородным пламенем. Заточку и доводку выполняют абразивными (карборундовыми) или алмазными кругами; а также комбинированно грубую заточку – абразивными кругами, а чистовую заточку и доводку – алмазными.
Основные операции подготовки дисковых пил с пластинами твердого сплава: фрезерование гнезд под пластинки твердого сплава, припайка твердосплавных пластинок, заточка и доводка зубьев. Используют серебряные или медно-цинковые припои в виде тонкой проволоки и флюс прокаленную обезвоженную буру в виде мелкого порошка. Нагрев при пайке - электроконтактный; в поле ТВЧ; газовой горелкой; ацетиленокислородным пламенем. Заточку и доводку выполняют абразивными (карборундовыми) или алмазными кругами; а также комбинированно грубую заточку – абразивными кругами, а чистовую заточку и доводку – алмазными.
Основную заточку ведут по задней грани 4, вспомогательную – по передней 3.Заточка по задней грани включает заточку по стальной части 1 зуба под углом a+6о, чистовую заточку по пластинке 2 под углом a+2о и доводку пластинки (части) под углом a. Заточка по передней грани (при необходимости) состоит из предварительной заточки по всей грани под углом g. Заточку ведут только по пластинке (a+2о) с припуском <= 0,2 мм, доводку по фаске (a) припуск <=0,05 мм.
Дата добавления: 2017-04-05; просмотров: 2867;
Поиск по сайту
Узнать еще
- CОЕДИHЕHИЕ ШПИЛЬКОЙ
- I. ПОДГОТОВКА АТАКИ
- I. Подготовка поверхности.
- V. Подготовка личного состава службы
- VI. Подготовка кадров службы торговли и питания ГО района
- А – по капилляру круглого сечения; б – между параллельными пластинками
- Аборт при кампилобактериозе
- Александр II. Предпосылки реформ и их подготовка

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
