Центры инструментальные
Применяются для установки по центровочным отверстиям – конструкторским базам, используемым при чистовой обработке наружных цилиндрических поверхностей. Обрабатываются заготовки типа валов и втулок.
Рабочий конус центров изготавливается с углом = 60° из инструментальных или легированных сталей (сталь У8А, 20Х, 19ХГН c цементацией (HRC 55…60)) или с нанесением хромирования. Для увеличения износостойкости зачастую наплавляют твердым сплавом, HRC 65…80. Хвостовик изготавливают из сталей 20, 45. Рабочий конус и торец хвостовика закаливают до твердости HRC 55…58.
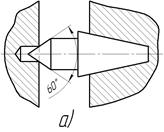
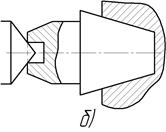
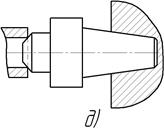
Рис 2.8 Центры инструментальные
Гладкий неподвижный центр (рис. 2.8, а)
Используют для обработки любых деталей данного класса (валов), для черновых, получистовых и чистовых операций.
Обратный центр (рис. 2.8, б)
Применяют для деталей имеющих конусную заточку.
Полуцентр (подрезной) (рис. 2.8, в)
Такой вид центра обеспечивает подрезку торца.
Рифленый (рис. 2.8, г)
Обеспечивает передачу крутящего момента на заготовку, рифленый центр устанавливается в патроне станка, своими рифлями (гранями) вдавливается в поверхность центровочного отверстия на заготовке, при вращении шпинделя заставляет вращаться заготовку. Т.е. используется в качестве поводкового устройства.
Грибковый (рис. 2.8, д)
Применяется для установки (обработки) заготовки с относительно большими отверстиями в теле заготовки (втулка, полый вал). Все центры могут изготавливаться как неподвижными, так и вращающимися. Вращающиеся позволяют проводить обработку на высоких скоростях. Изготавливают центр как правило вращающимся. Преимущество вращающихся центров: минимальный износ поверхности контакта.
Люнеты
Люнеты – это дополнительные опоры для придания жесткости длинномерным заготовкам при обработке на токарных станках.
Рис 2.9 Люнеты
1 – заготовка; 2 – резец; 3 – корпус; 4 – ролики;
5 – установочный элемент «ласточкин хвост»; 6 – крышка закрытого люнета.
Люнеты бывают открытые (рис. 2.9, а) и закрытые (рис. 2.9, б)
По способу установки люнеты могут быть подвижными (рис. 2.10, а) которые перемещаются вместе с резцом по обработанной им поверхности, находясь в непосредственной близи к точке приложения усилия и неподвижными (рис. 2.10, б). Подвижный люнет устанавливается на переднем суппорте.
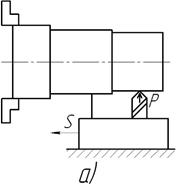
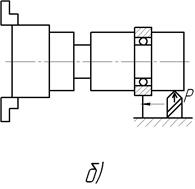
Рис 2.10 Способы установки люнет
Неподвижные устанавливаются непосредственно на станине станка, по предварительно проточенным на заготовке кольцевым шейкам. При приближении резца к люнету, неподвижный люнет снимают и устанавливают на следующую проточенную заранее шейку.
Патроны
Это обязательное устройство токарных, револьверных и карусельных станков. Служат для установки и зажима заготовок по наружным и внутренним цилиндрическим поверхностям.
С целью расширения технических возможностей патроны снабжаются сменными комплектами кулачков. Для придания точного позиционирования зажимная поверхность кулачков предварительно протачивается.
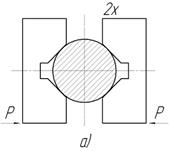
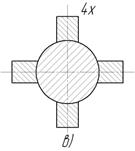
Рис 2.11 Патроны
2-х кулачковый патрон (рис. 2.11, а) обеспечивает центрирование за счет призматической формы губок.
3-х кулачковый патрон (рис. 2.11, б) получил наибольшее распространение, как достаточно точный и относительно дешевый по сравнению с 4-х кулачковым (рис. 2.11, в).
Дата добавления: 2017-03-12; просмотров: 3132;
Поиск по сайту
Узнать еще
- Важнейшие центры исламского мира
- Варикозная болезнь, основные клинические симптомы. Клинические и инструментальные методы исследования.
- Вертикальные обрабатывающие центры с неподвижным столом.
- Глава 7. Центры голода и насыщения в гипоталамусе человека и животных
- Головные и региональные центры федерального и регионального уровня
- Двигательные центры коры головного мозга у человека (по Гринштейну).
- Инструментальные быстрорежущие стали
- Инструментальные исследования

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
