Призмы установочные
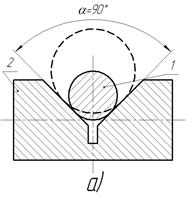
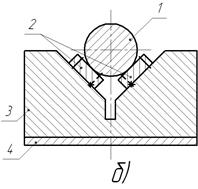
Рис 2.5 Призмы установочные:
1 – заготовка; 2 – закаленные пластины; 3 – корпус призмы;
4 – основание.
Используют для установки по наружным цилиндрическим поверхностям. Их преимущество в том, что заготовки большого диапазона диаметров находятся всегда в биссекторной плоскости призмы.
Цельная призма (рис. 2.5, а) применяется для заготовок с диаметром до 100 мм. ГОСТ – 12195-66.
Призма с закаленными пластинами (рис. 2.5, б) - применяется при Æ > 100мм. Призму изготавливают литой или сварной, оснащенной закаленными пластинами на рабочих поверхностях. ГОСТ – 12197-66.
Материал цельной призмы: сталь 20Х, HRC 55…60;
Материал сварной призмы: сталь Ст3-Ст5.
Материал литой призмы: чугун СЧ 18.
Материал пластин: сталь 20, сталь 20Х, HRC 55…60;
При установке необработанных заготовок используют призмы ножевые с узкими рабочими плоскостями для уменьшения точек контакта.
Пальцы
Служат для установки призматических или иных заготовок, имеющих плоские поверхности, по отверстиям имеющимся в этих полуфабрикатах.
Рис 2.6 Пальцы
1 – заготовка; 2 – пальцы; 3 – штырь опорный;
4 – корпус приспособлений.
Пальцы устанавливаются в корпусе приспособления с натягом, обычно используется 2 пальца. При этом поверхность одного из пальцев выполняют срезанной для удобства установки и снятия. ГОСТ – 12209-66, ГОСТ – 12210-66.
Материал пальцев: сталь У8А, HRC 55…60
Æ пальцев до 50мм.
Центровые оправки
Применяются для установки заготовки по внутренним цилиндрическим обработанным поверхностям при выполнении точных чистовых операций.
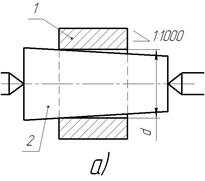
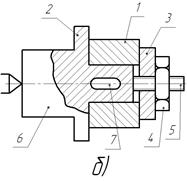
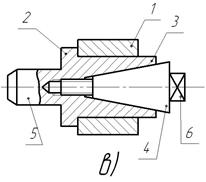
Рис 2.7 Центровые оправки:
Коническая оправка (рис. 2.7, а). ГОСТ – 16211-70.
1 – заготовка; 2 – упорный бурт оправки.
Имеет незначительную конусность 0,001. Заготовку перемещают вдоль оправки до заклинивания.
Преимущество: относительная универсальность для определенного ряда диаметров.
Недостаток: незначительные силы заклинивания, что может вызвать проскальзывание заготовки на оправке, поэтому используется для тонких доводочных работ.
Цилиндрическая оправка (рис. 2.7, б)
1 – заготовка; 2 – упорный бурт оправки; 3 – прижимная шайба; 4 – гайка; 5 – резьбовая часть оправки; 6 – корпус оправки; 7 – шпонка.
Преимущество: более точное базирование заготовки.
Недостаток: не универсальная.
Цанговая оправка (рис. 2.7, в). ГОСТ 17528-72.
1 – заготовка; 2 – упорный бурт оправки; 3 – лепестки цанги. 4 – разжимной конус с резьбовой частью; 5 – хвостовая часть оправки;
6 – часть конуса под ключ.
Основной элемент – разрезная или сборная цанга.
Применяется для установки по более грубо обработанным цилиндрическим поверхностям. Они позволяют устанавливать детали с большей номенклатурой внутренних диаметров.
Преимущество: значительные усилия заклинивания, высокая универсальность.
Недостаток: относительная сложность конструкции и дороговизна.
Материал оправок: для заготовок Æ до 20мм. – сталь У8А,
Æ более 20 мм. – сталь 20Х, HRC 56…62.
Дата добавления: 2017-03-12; просмотров: 6961;
Поиск по сайту
Узнать еще
- Загрязнение балластной призмы и физические основы процесса очистки
- ИЗМЕРЕНИЕ УГЛОВ ПРИЗМЫ , КЛИНЬЕВ И КЛИНОВИДНОСТИ ПЛАСТИН
- Построение каркасов куба, призмы, цилиндра, конуса
- Построение развёртки призмы.
- Призмы с тремя отражениями
- Развертка поверхности призмы
- Установка заготовок и установочные элементы приспособлений

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
