Мероприятия по увеличению стойкости свёрл
6.6.1. Формы заточки сверла. Геометрию сверла можно улучшить двойной заточкой, подточкой поперечной кромки и ленточек.
Двойная заточка заключается в образовании на режущей части сверла дополнительного конуса с углом 2j0 == 70…75°, шириной В = 0,2·D (рис. 75, ж). При такой заточке режущие кромки удлиняются, уголок становится более массивным, лучше отводится тепло в тело сверла и замедляется его износ. Стойкость сверла увеличивается в 2…3 раза при обработке стальных деталей и в 4…5 раз — при обработке чугунных деталей. Это позволяет повысить скорость на 15…20% при обработке стальных деталей и на 25…30%— чугунных. При обработке деталей из мягких сталей двойная заточка не рекомендуется, так как увеличивается объем стружки и затрудняется ее отвод.
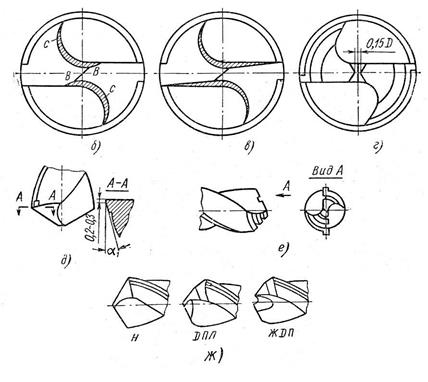 |
Рис. 75. Способы заточки сверла:
Н - одинарная (нормальная); ДПЛ – двойная с подточкой перемычки и ленточки; ЖДП – двойная с подточкой перемычки по методу В.И. Жирова
Подточка поперечной кромки состоит в выборке материала перемычки со стороны обеих канавок. Наиболее простая форма подточки (рис. 75, б) состоит в создании выемок на передних поверхностях сверла около перемычки В-В (участки С). При такой подточке ширина кромки уменьшается на 25…40%, а угол g вблизи нее увеличивается. В результате осевые силы снижаются на 30…35%, а стойкость сверла повышается в 1,5…2 раза.
Более высокие результаты получают при подточке передней поверхности сверла вдоль всей длины режущих кромок (рис.). В этом случае углы вблизи поперечной кромки становятся положительными. Производят также подточку по способу сверловщика Средневолжского станкозавода В. И. Жирова, предложившего конструкцию сверла с прорезанной перемычкой (рис. 75, ж), на которой образуются две выступающие режущие кромки, а поперечная кромка отсутствует. При такой подточке осевая сила уменьшается примерно в 2 раза, что позволяет увеличить подачу в 2…3 раза. Недостаток этих сверл в пониженной прочности режущей части, сложности заточки, низкой точности отверстия. Рекомендуется их применять при обработке деталей из хрупких материалов с невысоким пределом прочности, при обработке деталей из прочных материалов режущие кромки ломаются.
Подточка ленточки заключается в том, что на ее участке, длиной 3…5 мм от уголка сверла затачивают задний угол α1 = 6º…8º, оставляя цилиндрическую фаску шириной 0,2…0,3мм для сохранения диаметра сверла на участке подточки, рис. 74.
Подточка ленточки рекомендуется при сверлении деталей из вязких материалов, когда на нее происходит налипание металла, при этом стойкость сверла увеличивается до 1,5 раза. На сверлах диаметром менее 12 мм никакие подточки не производят, так как их трудно выполнить и эффект незначителен. Формы заточки и их обозначение показаны на рис. 75, ж.
Дата добавления: 2017-02-13; просмотров: 2809;
Поиск по сайту
Узнать еще
- АНТИМИКРОБНЫЕ МЕРОПРИЯТИЯ В ПРОФИЛАКТИКЕ И ЛЕЧЕНИИ ИНФЕКЦИОННЫХ БОЛЕЗНЕЙ
- Буравчик/ручное сверло
- ВТОРОЙ ЭТАП ДРЕССИРОВКИ. ОБУЧЕНИЕ СОБАК НАВЫКАМ ОСМОТРА ОБЪЕКТОВ, ЧАЩЕ ВСЕГО ВСТРЕЧАЮЩИХСЯ В РЕАЛЬНЫХ ПОИСКОВЫХ МЕРОПРИЯТИЯХ
- Выбор значения периода стойкости
- Выбор рационального режима резания при сверлении
- Геометрия спирального сверла
- Гигиенические и санитарно-технические мероприятия
- Глава 10. СВЕРЛЕНИЕ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
