Продолжение таблицы 10.4
| Вкладыши подшипников скольжения | ПТМ-1, ПТМ-2 |
| Электроизоляционные детали, про- кладки | Текстолит листовой электротех- нический (А, Б, Г, ВЧ) |
| Детали с антикоррозионной стойко- стью; электроизоляционные детали | Винипласт листовой ВН и ВП |
| Конструкционные детали, обладаю- щие термоизоляционной способно- стью, детали тормозных устройств | Асботекстолит: А, Г |
| Прокладки | Картон прокладочный А и Б Паронит ПОН |
| Конструкционные малонагруженные детали | Фибра листовая: ФТ |
| Детали с электроизоляционной спо- собностью | ФЭ |
| Диафрагмы, прокладки, буфера | Резина техническая листовая (ТМКЩ - тепломорозокислото- щелочестойкая, ОМБ - ограни- ченно-маслобензостойкая, ПМБ - повышенно-маслобензостойкая) |
| Уплотнительные детали | Резина для деталей |
| Манжеты, прокладки | Кожа техническая |
| Сальники, смазывающие фитили и тампоны | Войлок технический полугрубо- шерстный |
| Рабочие жидкости разжимных и дру- гих устройств | Гидропластмасса ДМ и СМ |
| Клеевые составы для склейки метал- лов, текстолита, фибры | Клеи БФ-2, БФ-4 и др. |
| Клеевой состав для склейки металлов, металлов с кожей, резиной, резины с резиной, кожи с кожей | Клей № 88 |
| Гибкие воздуховоды, работающие в условиях давления до 2 МПа | Рукава резиновые напорные с тек- стильным каркасом |
| Корпуса небольших приспособлений, плиты кондукторные, втулки для на- правляющих штанг подвесных кон- дукторов и колонок штампов | Эпоксидно-диановые смолы и компаунды на их базе с наполни- телями (стекловолокно, стружка металлическая и др.) |
10.2 Используемые покрытия для деталей
и их химико-термическая обработка
При выборе материалов для элементов приспособлений
необходимо решить вопросы о виде покрытия поверхностей,
химической и электрохимической обработки деталей. Покры-
тия и химическая обработка применяются для улучшения
эксплуатационных, защитных и декоративных свойств дета-
лей приспособлений. Существуют лакокрасочные, гальвани-
ческие, химические и металлизационные покрытия, оксид-
ные и фосфато-оксидные процессы обработки деталей.
Лакокрасочные покрытия стандартизованы. В зависимос-
ти от условий эксплуатации лакокрасочные покрытия подраз-
деляются на стойкие внутри помещений, атмосферостойкие,
масло- и бензостойкие, водостойкие, электроизоляционные. В
выборе цветов покрытия следует руководствоваться цветовы-
ми решениями лакокрасочных покрытий оборудования, на ко-
тором предполагается использование данного приспособления.
К гальваническим покрытиям металлов относятся мед-
нение, хромирование (износостойкое и защитно-декоратив-
ное), цинкование, кадмирование и другие процессы.
Меднение используется с целью обеспечения повышен-
ных приработочных свойств поверхностей деталей, работаю-
щих в узлах трения скольжения (шлицевые соединения, пары
трения типа вал-втулка, выступ-паз, «ласточкин хвост» и
т.п.); уплотнения зазоров; уменьшения шума и улучшения
прирабатываемости зубчатых передач; защиты от коррозии.
Средняя расчётная толщина слоя покрытия для достижения
указанных выше целей составляет 5... 15 мкм.
Износостойкое хромирование приводит к повышению
работоспособности (прежде всего износостойкости) деталей,
работающих в условиях истирания (шейки валов, оси, паль-
цы, рейки, направляющие и установочные элементы и т.д.).
Прочность соединения хрома с основным металлом достаточ-
но высокая. Хромовое покрытие обладает стойкостью против
воздействия азотной кислоты и растворов щелочей, длитель-
ное время сохраняет свои декоративные свойства (цвет и
блеск), хорошо выдерживает равномерно распределённую по
поверхности нагрузку, но разрушается в условиях ударных
нагрузок. Толщина слоя покрытия обычно равна 10.„30 мкм.
Защитно-декоративное хромирование применяется для
деталей несложной формы, работающих в условиях истира-
ния при незначительных силовых воздействиях (различные
рукоятки, маховички, штурвалы и т.п.). Толщина слоя по-
крытия — 2...5 мкм.
Цинкование (толщина слоя 10...30 мкм) используется для
защиты деталей из чёрных металлов от коррозии. Обычно
этому покрытию подвергаются детали, работающие в усло-
виях влаги, мелкие резьбовые (крепёжные) детали и т.д.
Кадмирование (толщина слоя 7... 15 мкм) применяется для
покрытия деталей из стали, чугуна, меди и медных сплавов.
Слой кадмиевого покрытия более пластичен, чем цинкового.
Поэтому кадмирование широко используется для защиты от-
ветственных резьбовых соединений и деталей сборочных еди-
ниц, которые требуют герметичной (плотной) сборки.
Из химически наносимых покрытий наибольшего внима-
ния заслуживает химическое никелирование. В результате
никелирования на обрабатываемую поверхность детали при-
способления наносится никелевый осадок, образуемый путём
химического восстановления ионов никеля ионами гипофос-
фата. Химическое никелевое покрытие характеризуется вы-
сокой равномерностью слоя по толщине (отклонение не пре-
вышает 10 %), повышенной коррозионной стойкостью, малой
пористостью и высокой износостойкостью, особенно в услови-
ях сухого трения. Толщина слоя покрытия — 10...12 мкм.
Химическое никелирование рекомендуется для покрытия плун-
жеров, штоков, деталей прецизионных пар трения, работаю-
щих в условиях сухого трения, оно улучшает также декора-
тивную отделку приспособлений.
Металлизация распылением используется для защиты
изделий от коррозии и декоративного оформления. В каче-
стве покрытия применяются олово, свинец, цинк, алюми-
ний, кадмий, сталь, бронза. В зависимости от применяемого
металла толщина слоя, наносимого за один проход, состав-
ляет 0,025...0,08 мм. Преимуществами металлизации распы-
лением являются: возможность покрытия крупных деталей
сложной конфигурации, простота нанесения металла и не-
сложность требуемого для этого оборудования. При решении
вопроса о металлизации напылением в конкретных услови-
ях следует учитывать, что прочность сцепления слоя покры-
тия с основным металлом пониженная, потери напыляемого
металла значительные, а в тонких слоях покрытия может
наблюдаться пористость.
В качестве химической и электрохимической обработки
деталей приспособлений применяются оксидирование, фос-
фатирование и другие процессы, заключающиеся в создании
на поверхностях металлических деталей неорганической за-
щитной плёнки толщиной 5...8 мкм.
Оксидирование стальных деталей осуществляется терми-
ческим способом и может быть двух видов — воронение (для
мелких деталей) и синение (для полированных деталей).
Плёнки, созданные в результате оксидирования и фосфати-
рования, защищают детали приспособлений от коррозии.
Следует учитывать, что создаваемые плёнки обладают пони-
женным сопротивлением истиранию, а фосфатирование мож-
но использовать для защиты от коррозии стальных деталей,
к декоративной отделке которых не предъявляется высоких
требований.
Общие требования к выбору металлических покрытий
виды, ряды толщин слоев и обозначения покрытий стандар-
тизованы.
10.3 Расчёт деталей оснастки на прочность
Прочность — одно из основных требований, предъявляе-
мых к деталям и приспособлениям в целом. Прочность дета-
лей может характеризоваться по ряду частных коэффициен-
тов запаса (надёжность материала, степень ответственности
детали, точность расчётных зависимостей, действующие силы,
другие факторы, определяющие условия работы детали) или
по номинальным допускаемым напряжениям. Вероятностные
расчёты и расчёты на прочность по коэффициентам запаса
могут использоваться в отдельных случаях для высокоответ-
ственных деталей машин и в исследованиях их надёжности.
Они более точны, но очень сложны и трудоёмки. Расчёты по
номинальным напряжениям менее точны, но значительно
проще, доступнее, менее трудоёмки, полно отражены в спра-
вочной литературе и широко используются в инженерной
практике. Поэтому наибольшее внимание уделено методике
этих расчётов.
С помощью расчёта можно решать две задачи:
а) проверку на прочность существующих деталей путём
сравнения фактических напряжений с допускаемыми
(проверочный расчёт);
б) определение размеров сечений деталей приспособлений
(предварительный проектный расчёт).
Расчёт на прочность (задача а) детали в виде стержня
круглого сечения, нагруженного осевой силой, по допускае-
мым напряжениям растяжения (сжатия) осуществляется по
формуле:
где а — фактическое напряжение  растяжения (сжатия), МПа;
растяжения (сжатия), МПа;
Р — расчётная осевая сила, Н;
d — диаметр опасного сечения (для резьбового стержня-
внутренний диаметр резьбы), мм;
[<т] — допускаемое напряжение растяжения (сжатия).
Определение необходимого размера опасного сечения
(задача б) для подобного случая можно производить по фор-
муле:
Полученное значение округляется в сторону увеличения
до целого или ближайшего стандартного значения. При на-
личии шпоночного паза в опасном сечении детали получен-
ное расчётом значение d следует увеличить на 5... 10 % .
Расчёты на прочность валов и осей с целью определения
их размеров (задача б) можно производить по формулам:
на изгиб (детали круглого сечения):
 (ЮЛ)
(ЮЛ)
на изгиб (детали кольцевого сечения):
на кручение: 
на изгиб с кручением (детали круглого сечения):
на изгиб с кручением (детали кольцевого сечения):
где Миз — изгибающий момент, Нмм;
Мкр — крутящий момент, Нмм;
Мэка — эквивалентный момент, Нмм;
[<тцз] — допускаемое напряжение при изгибе, МПа;
хкр — допускаемое напряжение при кручении, МПа;
k0 — отношение внутреннего диаметра вала (оси) d0 к
наружному d (djd).
Необходимо помнить, что оси рассчитываются только на
изгиб и срез, так как они не передают крутящего момента.
Валы и оси можно рассчитывать на жёсткость, но диа-
метр деталей в этом случае получается большим, чем при
расчёте на прочность. Расчёт на изгибную жёсткость состоит
из определения углов наклона и прогибов упругой линии осей
и валов и сравнения их с допускаемыми значениями. Следу-
ет отметить и сложность расчётов деталей на жёсткость. На-
пример, расчёт валов на жёсткость (задача а) при кручении
производится по формуле:
где (р — действительный угол закручивания вала, град;
[<р] — допускаемый угол закручивания (можно прини-
мать для большинства валов [<р] = 15' на 1 м длины; для ме-
нее ответственных валов [<р] принимается до 2 °);
Мкр — крутящий момент, Н-мм;
I — длина скручиваемой части вала, мм;
G — модуль упругости при сдвиге, МПа (для стали
G = 8 • 10 МПа);
iP — полярный момент инерции сечения вала:
 — для круглого сечения и
— для круглого сечения и
 — для кольцевого сечения.
— для кольцевого сечения.
Уточнённый расчёт валов на прочность, в случае возник-
новения такой необходимости, заключается в определении
коэффициентов запаса для опасных сечений.
При нагружении соединения силами в плоскости (по по-
верхности) стыка деталей и в случаях установки штифта (ци-
линдрического гладкого стержня винта) без зазора и работы
на срез проверочный расчёт (задача а) штифта (винта) может
осуществляться по формуле:
где Р — сила среза, Н;
d — диаметр штифта (стержня винта), мм;
I — число стыков (количество штифтов или винтов) в
соединении;
[тср] — допускаемое напряжение среза, МПа.
Расчёт на прочность шпоночных и шлицевых соедине-
ний заключается в сравнении фактически передаваемого кру-
тящего момента с допускаемым моментом из условий проч-
ности шпонок (шлиц).
Расчёт на прочность шпоночных соединений (задача а)
производится по формулам:
на смятие:
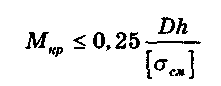
(для призматических шпонок).
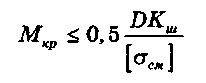
(для сегментных шпонок);
на срез: 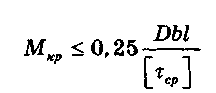
(для призматических и сегментных шпонок),
где Мкр — крутящий момент (рассчитывается по передавае-
мой мощности и частоте вращения вала), Ним;
D — наружный диаметр вала, мм;
h — высота призматической шпонки, мм;
Кш — размер выступающей из паза части сегментной
шпонки, мм;
I — рабочая длина шпонки, мм;
[осм] — допускаемое напряжение смятия, МПа;
Ъ — ширина шпонки, мм.
Проверочный расчёт на прочность шлицевых соединений
(задача а) может осуществляться по формулам:
на смятие:
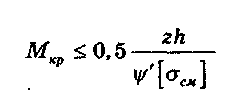
(прямобочный профиль),
(эвольвентный профиль);
на срез: 
(прямобочный и эвольвентный профили),
где Мкр — крутящий момент, Нмм;
г — число шлицев;
h — высота поверхности контакта (для прямобочного
профиля h = 0,5(D - d)2ful, здесь ful — фаска зуба и паза
шпоночного соединения, обычно фаска принимается равной
0,3...0,5 мм с допуском +0,2„.0,3; для эвольвентных шли-
цев с центрированием по боковым поверхностям h = т, с
центрированием по наружной цилиндрической поверхнос-
ти h = 0,9m);
D — наружный диаметр вала, мм;
d — внутренний диаметр отверстия, мм;
Ъ — ширина шлица, мм;
т — модуль эвольвентного соединения, мм;
у/' — коэффициент, учитывающий неравномерность рас-
пределения нагрузки по шлицам (у/' принимается равным
0,7...0,8).
При необходимости расчёты на прочность сварных соеди-
нений, пружин, подшипников, клиноременных, зубчатых
передач и других специфических сборочных единиц и дета-
лей следует выполнять по рекомендациям литературных ис-
точников.
Пример. Рассчитать на прочность опасное звено приспо-
собления (рис. 9.18). Из рассмотрения данного приспособле-
ния можно прийти к выводу, что одной из наиболее нагру-
женных деталей является ось 6 стойки 9. Она воспринимает
повышенные нагрузки, связанные с зажимом обрабатывае-
мых заготовок. Направление действия создаваемой пневмо-
цилиндром силы меняется на противоположное посредством
рычагов 13. При этом она увеличивается в несколько раз.
Затем через штоки 10 и пяты 3 она передаётся на рычаг 4,
получает направление в сторону зажима заготовок и вновь
возрастает. Таким образом, на прочность целесообразно рас-
считывать наиболее нагруженное звено (в описанном случае
ось 6). Ось 6 в отверстиях рычага 4 и стойки 9 установлена с
зазором и будет работать на изгиб. В соответствии с приня-
тым решением она изготавливается из стали 20Х с цемента-
цией и закалкой до твёрдости 57...63 HRCd. Вид нагрузки П
(переменная). Допускаемое напряжение [ст^] для приведённо-
го случая равно 220 МПа [5]. Из силового расчёта выявлено,
что изгибающий момент Миз, действующий на опасное звено
приспособления, равен 10800 Нмм.
Минимальный диаметр оси можно рассчитать (задача б)
по формуле( 10.1):
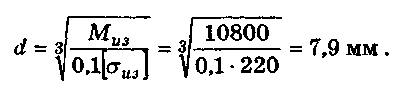
В описанных условиях можно принять размер d = 10 мм,
что обеспечит более надёжную работу оси 6.
* Контрольные вопросы
1. Какие требования предъявляются к конструкционным
материалам для основных элементов приспособлений?
2. Как выбираются материалы для различных деталей
приспособлений?
3. Для чего применяется термическая (химико-термичес-
кая) обработка деталей приспособлений?
4. Какие гальванические, химические и лакокрасочные
покрытия используются при изготовлении приспособ-
лений?
5. Как выбираются детали приспособлений, которые не-
обходимо рассчитать на прочность?
6. Какие расчётные факторы используются в расчётах на
прочность?
7. В чём отличие, недостатки и преимущества широко
используемых в инженерной практике методов расчё-
та на прочность?
ГЛАВА 11
ИЗГОТОВЛЕНИЕ И ОБСЛУЖИВАНИЕ ОСНАСТКИ
Дата добавления: 2021-06-28; просмотров: 497;
Поиск по сайту
Узнать еще
- Безработица является неотъемлемой чертой общества с рыночной экономикой, что наглядно видно по данным таблицы 3.1.
- Ввод данных в ячейки таблицы
- Виртуальная память на основе таблицы математических страниц
- Вычисление и вывод данных в виде таблицы
- Вычисление коэффициентов и приближенных коэффициентов девиации. Составление рабочей таблицы девиации.
- Добавление и удаление элементов таблицы
- Задание №1. Создание пустой таблицы методом вставки и последующим её заполнением.
- Задача №11(объяснение явлений; интерпретация результатов опытов, представленных в виде таблицы или графиков).

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
