Требования эргономики и охраны труда
В процессе разработки и изготовления приспособлений
необходимо учитывать требования, обеспечивающие удобство
и безопасность эксплуатации оснастки. Оценка эргономичес-
ких свойств оснастки в совокупности со станком может осу-
ществляться при помощи координатной сетки с нанесённы-
ми на ней контурами станка, приспособления, зонами разме-
щения органов управления, местом расположения рабочего
и зонами его досягаемости (рис. 11.1). Желательно все орга-
ны управления, особенно аварийные, располагать в зонах
лёгкой досягаемости, и только редко используемые органы
(не более 5...8 раз в смену) допускается размещать за преде-
лами зоны досягаемости.
Другим эргономическим требованием является соблюде-
ние допустимых нагрузок, которые не должны превы-
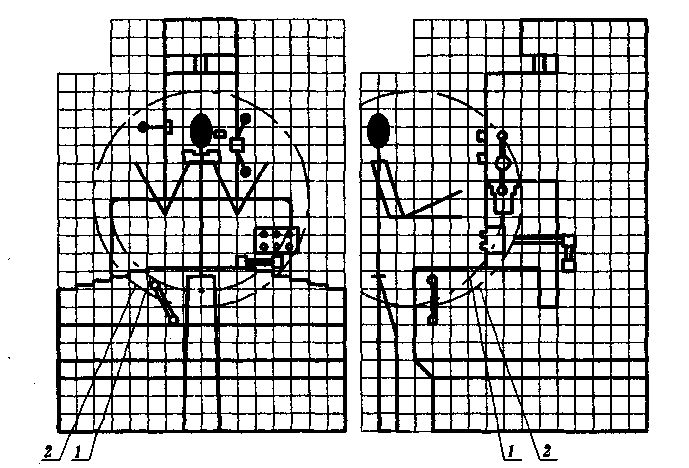
Рис. 11.1 Зоны расположения органов управления
станком и оснасткой:
1 — удобная; 2 — допустимая
шать 10 Н при работе кисти руки; 20...40 Н при работе руки
до локтя; 80... 100 Н при работе всей руки, в любом случае
сила воздействия рабочего на привод оснастки не должна пре-
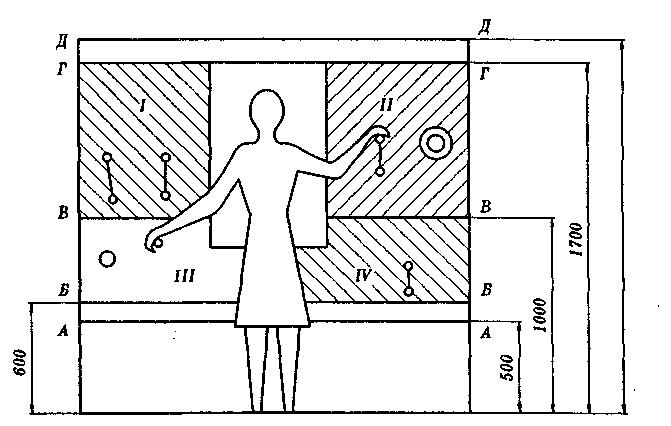
вышать 150 Н. В зависимости от зоны расположения орга-
нов управления допустимые нагрузки изменяются (рис. 11.2):
| Зона | I | II | III | IV |
| Сила на рукоятке, Н | 20...40 | 40...50 | 35...50 | 55...7S |
|
| Рис. 11.2 Схема расположения зон размещения органов управления станком и оснасткой |
Следует учитывать, что рукоятки с использованием
5...8 раз в смену можно располагать в зоне на высоте от 1600
до 1700 мм при работе стоя и от 600 до 1200 мм при работе
сидя; в крайних случаях допустимо размещение рукояток в
виде кнопок на высоте от 300 до 1850 мм. Органы управле-
ния, используемые только для настройки, можно распола-
гать на высоте до 2500 мм. Рекомендуется для часто исполь-
зуемых рукояток уменьшать допустимые силы по сравнению
с приведёнными выше на 20...40 %. При более чем одном
закреплении-откреплении в минуту сила ручного привода
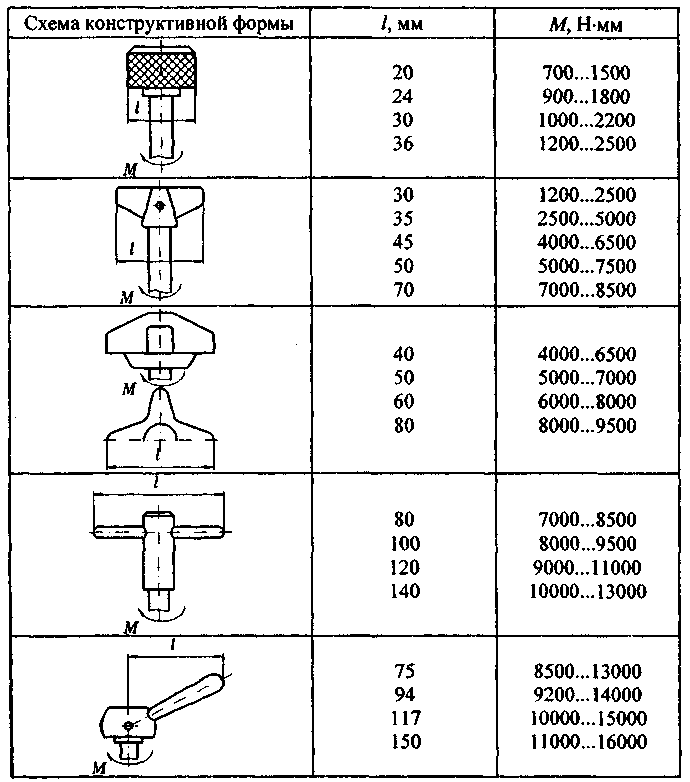
должна снижаться со 100 (максимум 150) Н до 50 Н. Значе-
ния моментов, развиваемых рукой на рукоятках различных
конструкций и размеров, приведены в таблице 11.2.
Таблица 11.2
Предельные значения моментов М, обеспечиваемых
при различных конструктивных формах и размерах
элементов ручных зажимных устройств
Средняя продолжительность закрепления заготовок (до-
талей, сборочных единиц) различными зажимными устрой-
ствами с: ключом в трёхкулачковом патроне — 4; одним вин-
товым зажимом (ключом) — 4,5; штурвалом — 2,5; поворо-
том рычага — 2,5; маховиком или звёздочкой — 2; поворо-
том рукоятки пневмо- или гидрокрана — 1-1,5. С увеличе-
нием числа зажатий-отжатий следует применять механизи-
рованные зажимы. Значения вспомогательного времени для
выполнения различных движений по закреплению-откреп-
лению заготовок (деталей) в приспособлениях приведены в
таблице 11.3.
Требования к безопасности приспособлений стандартизо-
ваны. В зоне расположения рукояток и маховиков должны
отсутствовать выступающие элементы (выступы, головки
винтов), которые могут нанести травму рабочему или мешать
ему. Все наружные элементы деталей приспособлений долж-
ны иметь закругления радиусом 1 мм, должны быть обтека-
емыми с малой шероховатостью и не иметь острых кромок и
углов. Расстояние от неподвижной детали до вращающегося
маховика (рукоятки) следует предусматривать не менее 30 мм.
Для маховиков диаметром более 60 мм рекомендуется рас-
стояние от неподвижной части станка, оснастки до охваты-
ваемой рукой части не менее 60 мм. На рисунке 11.3 пред-
ставлены нерекомендуемые и рекомендуемые исполнения
маховика (штурвала), кнопки, рукоятки. Консольное распо-
ложение рукоятки не должно вызывать изгиба вала 1
(рис. 11.3, в). Для обеспечения его жёсткости желательно пре-
дусмотреть в конструкции приспособления стакан 2.
Выступающие за габариты станков элементы приспособ-
лений не должны мешать работе рабочего и ограничивать
его доступ к органам управления. Для исключения травми-
рования рук при установке-снятии заготовок (деталей) в кон-
струкции приспособлений следует предусматривать специаль-
ные ниши для размещения руки, блокировочные устройства,
предотвращающие включение привода зажима или других
подвижных частей в период нахождения в рабочей зоне руки
Таблица 11.3
Время на закрепление и открепление заготовки (детали)
в приспособлениях, мин.
| Способ закрепления | Количество зажимов | Масса заготовки (детали), кг | ||||
| Свы- ше 20 | ||||||
| Закрепление в приспособлениях | ||||||
| Рукояткой пневматического или гидравлического зажимов | 0,024 | 0,024 | 0,024 | 0,024 | 0,024 | |
| Рукояткой эксцентрикового зажима | 0,03 | 0,034 0,054 | 0,36 0,061 | 0,065 | 0,082 | |
| Винтовым зажимом с помо- щью маховичка или звёздочки | 0,034 0,06 | 0,042 0,076 | 0,055 0,097 | 0,068 0,12 | 0,128 0,196 | |
| Винтовым зажимом с помо- щью гаечного ключа | 1 2 3 4 | 0,094 0,153 | 0,11 0,18 0,24 0,3 | 0,135 0,22 0,29 0,39 | 0,16 0,26 0,35 0,44 | 0,2 0,32 0,42 0,55 |
| Винтовым зажимом с быстро- съёмной шайбой с помощью гаечного ключа | 0,085 | од | 0,12 | 0,135 | 0,17 | |
| Рукояткой пневматического зажима и винтовым зажимом | 0,052 | 0,06 | 0,071 | 0,083 | 0,137 | |
| Рукояткой эксцентрикового зажима и винтовым зажимом | 0,058 | 0,068 | 0,082 | 0,095 | 0,154 | |
| Закрепление отки | цной или скользящей планкой | |||||
| Рукояткой пневматического зажима | 0,034 | 0,042 | 0,046 | 0,05 | 0,06 | |
| Рукояткой эксцентрикового зажима | 0,04 | 0,052 | 0.058 | 0,064 | 0,079 | |
| Винтовым зажимом вручную | 0,044 | 0,06 | 0,077 | 0,094 | 0,163 | |
| Винтовым зажимом с помо- щью гаечного ключа | 0,104 | 0,123 | 0,157 | 0,186 | 0,235 | |
| Рукояткой пневматического зажима и винтовым зажимом | 0,062 | 0,078 | 0,093 | 0Д09 | 0,172 |
рабочего. В целях устранения попадания руки или пальца
рабочего в зазоры между подвижными элементами конструк-
ции их ширину следует предусматривать не более 5 мм.
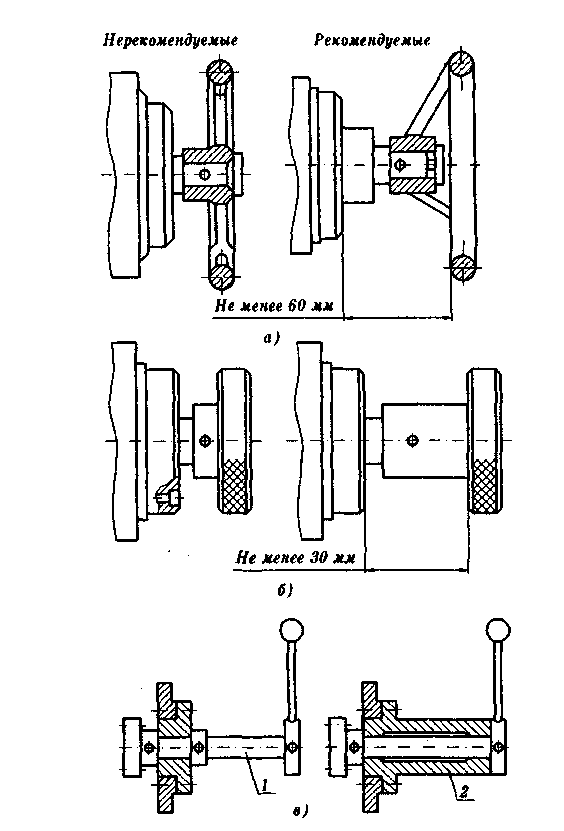
Piic. 11.3 Примеры исполнения маховика, штурвала (а),
кнопки (б) и рукоятки (в)
Приспособление должно быть надёжно закреплено на стан-
ке, сбалансировано, проверено на рабочих частотах враще-
ния, а значения допускаемых частот вращения и неуравно-
вешенности следует указывать в паспорте и других эксплуа-
тационных документах.
У приспособлений для обработки заготовок следует пре-
дусматривать каналы, окна, ниши для отвода, размещения
и беспрепятственного удаления стружки. В этих целях воз-
можно использование потока СОЗК. Для защиты от разлета-
ющейся стружки необходимо применять специальные экра-
ны. С целью удаления загрязнённого при обработке специ-
фических материалов воздуха и СОЖ желательно предусмат-
ривать отсасывающие и отводные устройства.
Вручную допускается устанавливать оснастку массой до
16 кг. В приспособлениях массой более 16 кг должны пре-
дусматриваться устройства в виде рым-болтов, цапф, отвер-
стий и т.п., обеспечивающие надёжный захват, безопасное
перемещение и установку грузоподъёмными средствами. При
массе обрабатываемых заготовок более 12 кг также должны
использоваться грузоподъёмные средства и предусматривать-
ся специальные площадки для предварительной их уста-
новки с последующим безопасным перемещением в рабо-
чую зону.
Особо следует остановиться на недопустимости раскреп-
ления заготовок во время их обработки из-за отказа при-
вода, падения давления в пневмо-, гидросетях, отключе-
ния электроэнергии. В этих целях в конструкциях оснаст-
ки следует применять самотормозящиеся зажимные уст-
ройства (винтовые, клиновые, эксцентриковые), исключа-
ющие возвратные перемещения зажимных элементов. В
случае невозможности применения таких устройств следу-
ет ограждать рабочую зону приспособлений специальными
экранами.
Гидравлические и пневматические устройства оснастки
должны быть испытаны под давлением, в 1,5 раза превыша-
ющим номинальные (рабочие), с выдержкой 5... 10 мин., о
чём делается отметка в паспорте с указанием допускаемого
срока эксплуатации. Следует исключать выброс отработав-
шего сжатого воздуха в сторону рабочего, так как он может
содержать и увлекать за собой частицы абразива, стружки и
быть причиной травмы. Пневмо- и гидросистемы должны быть
оборудованы устройствами для контроля давления и с оп-
ломбированными элементами, разрегулирование которых
может создать аварийную ситуацию.
Электромеханические и электромагнитные приспособ-
ления должны быть надёжно заземлены и защищены от
влаги. При использовании электропривода необходимо ис-
ключить самопроизвольное его включение; токоведущие
части требуется надёжно изолировать; следует предусмот-
реть средства световой сигнализации и аварийного отклю-
чения, вводный выключатель всей системы питающей сети,
необходимые блокировки; должна осуществляться перио-
дическая проверка электросистемы на надёжность изоля-
ции и заземления.
К органам управления, которыми недопустимо пользо-
ваться при перемещении (вращении) приспособлений, долж-
ны крепиться указатели с предупредительными надписями,
хорошо читаемыми на расстоянии не менее 500 мм. Элемен-
ты приспособлений, нагревающиеся в процессе эксплуата-
ции до температуры выше 318 К, должны быть теплоизоли-
рованы или ограждены щитками.
Открытые элементы, перемещающиеся со скоростью бо-
лее 9 м/мин., и вращающиеся приспособления должны
иметь ограждения и предохранительные кожухи. В мес-
тах приспособлений, где в условиях эксплуатации возможно
самоотвинчивание гаек и винтов, необходимо предусмот-
реть контргайки, шплинты и другие предохранительные
устройства.
Наладка, обслуживание и ремонт приспособлений на ра-
ботающих станках не допускаются. Следует обращать вни-
мание на уровни возможной вибрации и шума, которые не
должны превышать допустимые санитарные нормы.
11.4 Примерная тематика
лабораторно-практичееких и курсовых работ
1.Изучение и анализ реальных приспособлений.
2. Определение сил закрепления заготовки в станочном
приспособлении и их экспериментальная проверка.
3. Исследование факторов, влияющих на силу закрепле-
ния заготовок на магнитной плите.
4. Расчёт и экспериментальная проверка потребного дав-
ления в гидропластмассовой оправке для создания по-
требного момента трения между заготовкой и тонко-
стенной оболочкой.
5. Экспериментальные исследования сил закрепления за-
готовок при использовании пневмоцилиндров, пневмо-
камер и вакуумных устройств.
6. Исследование погрешности установки заготовок в раз-
личных приспособлениях.
7. Исследование погрешности базирования при различ-
ных схемах приспособлений.
8. Анализ и расчёт приспособлений на прочность по чер-
тежам с обоснованием выбора материалов.
9. Исследование точности делительных механизмов при-
способлений.
10. Исследование точности обработки отверстий сверле-
нием свёрлами без направления и с направлением кон-
дукторными втулками.
11. Проектирование и компоновка приспособлений из УСП.
12. Исследование точности и производительности конт-
рольных приспособлений.
13. Исследование производительности сборочных приспо-
соблений.
14. Расчёт и разработка схемы приспособления для вы-
полнения одной из операций обработки заготовки или
сборки сборочной единицы.
15. Расчёт и разработка схемы приспособления для обра-
ботки заготовок ППД.
16. Определение экономической эффективности примене-
ния приспособлений различного типа.
В курсовом и дипломном проектах по технологии маши-
ностроения традиционно выполняются разделы по констру-
ированию новых и модернизации существующих приспособ-
лений. В них представляются обоснование конструкций, их
механизация и автоматизация, полный расчёт приспособле-
ний, формируются технические условия изготовления и экс-
плуатации. В курсовом проекте разрабатывается одна конст-
рукция приспособления для установки заготовки или инст-
румента, для контроля заготовок или сборочных единиц. В
дипломном проекте этот раздел обычно представляется в виде
конструкций двух приспособлений (станочного и контрольно-
го, станочного и сборочного и т.п.). При этом одно из приспо-
соблений желательно автоматизировать или сделать встро-
енным в станок-автомат или в автоматическую линию.
Контрольные вопросы
1. Каковы особенности изготовления технологической ос-
настки и где разрабатывается документация на неё?
2. В чём заключается приёмка изготовленной оснастки и
какие документы при этом оформляются?
3. Как осуществляется техническое обслуживание и ре-
монт оснастки на заводах?
4. В чём заключается планово-предупредительная систе-
ма обслуживания и ремонта оснастки?
5. Каким требованиям эргономики должны соответство-
вать разрабатываемые приспособления?
6. Как обеспечиваются требования охраны труда и безо-
пасности работы в конструкции оснастки?
7. В чём состоит повседневный уход за эксплуатируемым
приспособлением?
ПРИЛОЖЕНИЕ 1
Пример расчёта и конструирования приспособления
Общая часть.
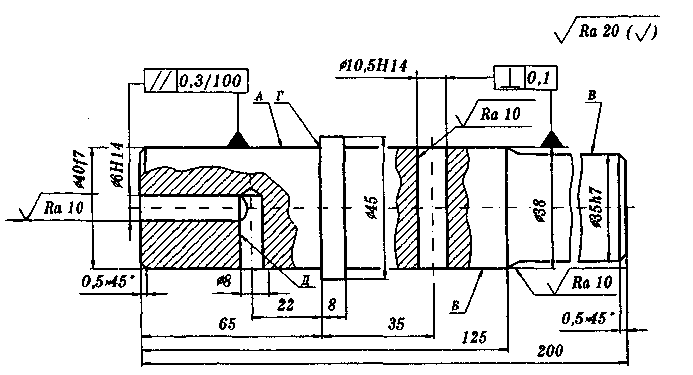
Задание: спроектировать приспособление к специально-
му двухшпиндельному станку для одновременного сверле-
ния отверстий 06 и 010,5 в вале ступенчатом по чертежу
(рис. П1). Остальные поверхности вала обработаны в разме-
ры по чертежу.
Исходные данные: годовой объём выпуска деталей
N = 120000 шт. Производство крупносерийное. Работа одно-
сменная. Принятый режим сверления отверстий:
а) 06; Sol = 0,18 мм/об; пх = 540 об/мин. (при этом
и1 = Юм/мин.; SM1 = 97 мм/мин.; Рг = ИЗО Н;
Мх = 3450 Н-м);
б) 010,5; So2 = 0,3 мм/об; п2 = 310 об/мин. (при этом
у0 = 10,2 м/мин.; SM2 = 93 мм/мин.; Р2 = 3070 Н;
М2 = 1460 Н-м).
|
| Рис. П1 Чертёж вала ступенчатого |
Расчётное основное (технологическое) время сверления
t0 = 0,45 мин., масса детали 1 кг. Материал детали — сталь
20Х (ав = 750 МПа, НВ 180). Неуказанные предельные от-
клонения размеров: охватывающих — по HI4, охватывае-
мых — по Ы4, других — ± Н14/2; отклонения от соосности
поверхностей А, Б и В не более 0,1 мм.
Принятие решений. Анализ обрабатываемой заготовки,
выбор элементов приспособления и схемы установки. Из рас-
смотрения чертежа детали (рис. П1) следует, что обрабаты-
ваемые отверстия 06 и 010,5 выполняются по 14-му квали-
тету точности (Н14). Точность диаметральных размеров обес-
печивается инструментами (свёрлами), точность положения
осей отверстий 06 и 010,5 относительно осей цилиндричес-
ких поверхностей А и Б и торца Г — базированием заготов-
ки и точностью положения направляющих элементов для
свёрл относительно установочных элементов приспособления.
Точность положения отверстия 010,5 относительно отвер-
стия 08 (поверхность Д) должна обеспечиваться базирова-
нием и относительным положением установочного элемен-
та, базирующего заготовку по поверхности Д, и направляю-
щего элемента инструмента (сверла).
Из анализа заготовки видно, что для установки её в при-
способление за базы следует принять поверхности А, В, Г и
Д. В качестве установочных элементов для базирования за-
готовки целесообразно использовать:
а) две призмы — базирование по цилиндрическим повер-
хностям А и В;
б) торец призмы, в которую вал устанавливается цилинд-
рической поверхностью А — базирование в осевом на-
правлении по торцу буртика вала (поверхность Г);
в) плавающий конический срезанный ромбический па-
лец-фиксатор — базирование по поверхности Д отвер-
стия 08.
Для уменьшения числа зажимных элементов целесооб-
разно зажимать заготовку по верху поверхности Б одним
вилкообразным прихватом (рычагом). В качестве направ-
ляющих элементов для свёрл принимаются кондукторные
втулки.
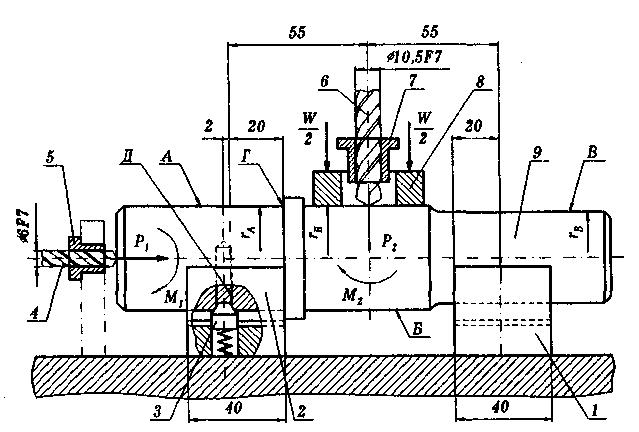
; Схема базирования, закрепления и обработки заготовки
(рис. П2). Заготовка 9 размещается в призмах 1 и 2 с упо-
ром поверхностью Г бурта в торец призмы 2. Плавающий
конический палец 3 под действием пружины входит в от-
верстие 08 и исключает поворот заготовки 9 относительно
оси. Для направления сверла 4 служит горизонтальная кон-
дукторная втулка 5 (06F7), сверла 6 — вертикальная втул-
ка 7 (010,5F7). В качестве зажимного элемента использо-
ван вилкообразный прихват 8.
Схема приспособления. В соответствии с заданием при-
нимается схема одноместного однопозиционного приспособ-
ления.
|
| Рис. П2 Схема базирования, закрепления и обработки заготовки |
Конструкция зажимного устройства выбирается из соот-
ношения такта выпуска Тв и штучного времени на обработ-
ку. Такт выпуска при годовом объёме выпуска N = 120000 шт.
и действительном годовом фонде времени работы станка в
одну смену Фд — 2014 ч:
Коэффициент загрузки оборудования в крупносерийном
и массовом производствах рекомендуется принимать в пре-
делах k3 — 0,65...0,75 [5]. Штучное время при использовании
на данной операции одного станка можно определить из фор-
мулы коэффициента загрузки [5]:
Отсюда 
В свою очередь штучное время в проектных расчётах
можно определять по формуле [5]:
где t0 — основное технологическое время (в соответствии с
условиями t0 = 0,45 мин.);
te — вспомогательное время, мин.;
а — коэффициент, учитывающий потери времени, пре-
дусмотренные формулой (1.1), на техническое и организаци-
онное обслуживание и регламентированные перерывы, т.е.
tmo, t00 и t„ (a = 6...10 % [1, 5], в рассматриваемом примере
принимается а =■ 10 %). Из приведённой формулы определя-
ется te:
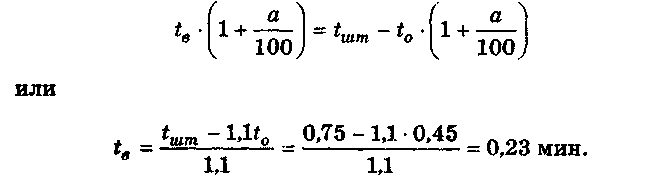
Таким образом, выявлено, что фактическое значение tg
не должно превышать в описанных условиях 0,23 мин.
Принимается решение: на приспособление для обеспече-
ния быстродействия зажима заготовки установить круглый
стандартный эксцентрик — простой и дешёвый в изготовле-
нии, удобный и достаточно надёжный в эксплуатации. С его
помощью можно закрепить (или открепить) заготовку мас-
сой до 1 кг. Зажим-отжим осуществляется вручную поворо-
том рукоятки эксцентрика. Время закрепления равно
0,04 мин. (табл. 7.1), что при времени на установку и снятие
0,039 мин. [1, 5] обеспечит вспомогательное время
te = 0,16 мин. Полученное значение меньше допустимого
(te = 0,23 мин.). Это значит, что выбранный зажим обеспечит
нужную производительность и быстродейственность приспо-
собления. При этом коэффициент загрузки станка составит

что также приемлемо в условиях крупносерийного производ-
ства.
Таким образом, для обеспечения требуемой производи-
тельности станка выбрано комбинированное зажимное уст-
ройство, состоящее из двух элементарных устройств — ры-
чажного и эксцентрикового. Корпусом приспособления мо-
жет служить плита прямоугольной формы.
Выбор схемы и параметров для расчёта точности. Раз-
работка схемы приспособления (рис. ПЗ). Первой изобра-
жалась в двух проекциях заготовка 11, которая в дальней-
шем считалась прозрачной и не препятствующей обзору эле-
ментов приспособления. Затем вокруг заготовки вычерчи-
вались установочные элементы — призма 10 с плавающим
пальцем 9 и призма 8; зажимное устройство — прихват 7
со шпилькой и пружиной, эксцентрик 6 с осью и опорой и
приводная рукоятка 5; элементы для направления инстру-
мента кондукторные втулки 3 и 4 с кронштейном 2, содер-
жащим плиту для вертикальной кондукторной втулки; кор-
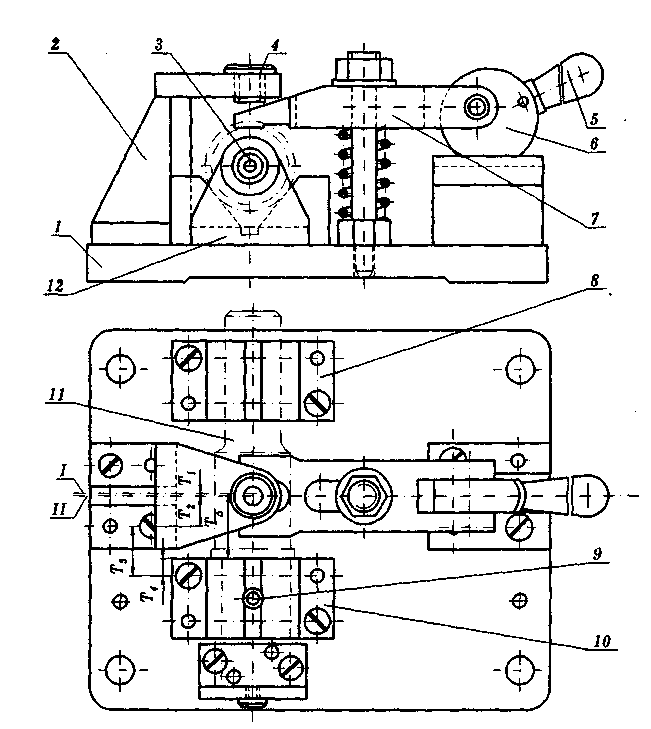
Рис. ПЗ Схема приспособления:
I — ось посадочной цилиндрической поверхности втулки;
II — ось рабочей поверхности (отверстия) втулки
пус / со стойкой — плитой 12 для горизонтальной кондук-
торной втулки.
Выбор расчётных параметров. В соответствии с черте-
жом вала и требованиями к точности обработки детали
(рис. П1) для расчёта приспособления на точность изготовле-
ния можно выбрать несколько расчётных параметров:
а) с целью обеспечения размера 35±0,31 от обрабатывае-
мого отверстия 010,5 до поверхности Г целесообразно
выбрать параметр для расчёта приспособления на точ-
ность изготовления в виде допуска расстояния от оси
кондукторной втулки 4 (рис. ПЗ) до опорного торца
призмы 10;
б) для обеспечения заданного допуска перпендикулярнос-
ти отверстия 010,5 к оси поверхности Б (рис. Ш) в
пределах 0,1 мм за расчётный параметр приспособле-
ния следует принять отклонение от перпендикулярно-
сти оси рабочей (внутренней) поверхности кондуктор-
ной втулки 4 (рис. ПЗ) к горизонтальным осям призм 8
и 10, которые в свою очередь должны быть параллель-
ны нижней плоскости корпуса 1;
в) для обеспечения положения обрабатываемого отверстия
010,5 относительно отверстия 08 (рис. П1) за расчёт-
ный параметр приспособления следует выбрать допус-
тимое отклонение угла относительного положения осей
кондукторной втулки 4 (рис. ПЗ) и плавающего кони-
ческого срезанного (ромбического) пальца 9;
г) с целью обеспечения допуска смещения оси отверсти-
я 010,5 от оси цилиндрической поверхности Б (рис.
П1), значение которого 0,215 мм (указано в ТУ на
деталь), за параметр для расчёта приспособления на
точность изготовления целесообразно выбрать допуск
смешения оси кондукторной втулки 4 (рис. ПЗ) от
общей оси призм 8 и 10 при виде сверху (сбоку со
стороны торцов призм).
Подобным образом можно выбрать параметр приспособ-
ления для обеспечения заданного отклонения от соосности
обрабатываемого отверстия 06 и поверхности А детали
(рис. П1).
Расчёт приспособления на точность. Ниже приведён
расчёт приспособления на точность по одному из описанных
выше параметров — допуску расстояния от оси кондуктор-
ной втулки 4 (рис. ПЗ) до опорного торца призмы 10.
При условии, что середины полей допусков межцептро
вых расстояний в деталях и кондукторной плите совпадают,
расчёт целесообразно вести по формуле (8.2):

определяя все расчётные факторы. Допуск обработки заго-
товки (размер 35 мм) из условий чертежа детали 8 = 0,62 мм
(±0,31). В соответствии с принятой схемой (рис. ПЗ) в конст-
рукции приспособления предусмотрена одна вертикальная
кондукторная втулка 4, которая впрессовывается непосред-
ственно в отверстие плиты кронштейна 2. Поэтому имеется
только один односторонний максимальный зазор sx между
сверлом и кондукторной втулкой, который складывается из
максимального зазора посадки (посадка между сверлом и
втулкой F7/h7) и зазора изнашивания втулки. Максималь-
ный зазор посадки складывается из предельных значений
допусков размеров отверстия втулки (+0,034 мм) и сверла
(-0,018 мм). Допуск износа принимается +0,062 мм [5].
Тогда

В связи с наличием одной кондукторной втулки в расчё-
те следует учитывать только один эксцентриситет ev В соот-
ветствии с вышеприведёнными рекомендациями

Для одной вертикальной кондукторной втулки будет
иметь место одна погрешность от перекоса сверла £л1, кото-
рая рассчитывается по формуле (8.4):

Здесь s1 = 0,057 мм; т = d = 10,5 мм; длина кондуктор-
ной втулки 010,5 по ГОСТ 18430-73 I = 20 мм.
Все найденные значения факторов подставляются в фор-
мулу,  и вычисляется значение епр:
и вычисляется значение епр:
Таким образом, допуск изготовления приспособления по
размеру 35 мм равен ±0,188 мм.
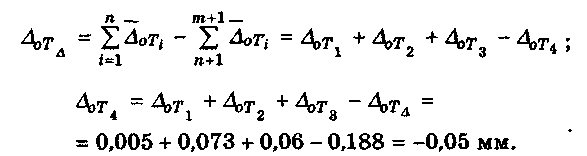
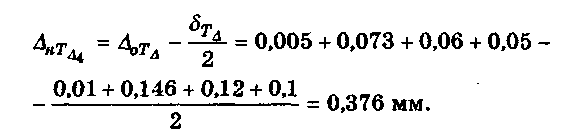
Определение допусков размеров деталей осуществляется
решением прямой задачи при расчёте нанесённой на рисун-
ке ПЗ размерной цепи Т. Замыкающим звеном является
размер Тй с допуском 8Г = ±0,188 мм, связывающий ось
кондукторной втулки 4 и торец призмы 10. Размер Т1 связы-
вает оси внутренней рабочей и наружной посадочной цилин-
дрических поверхностей втулки 4. Размер Т2 соединяет оси
отверстий под втулку 4 и под штифт кронштейна 2. Размер Т3
связывает оси отверстий под штифты корпуса 1, определяю-
щих положения кронштейна 2 и призмы 10; размер Т4 —
ось отверстия под штифт и рабочий торец призмы 10.
Задача. Обеспечить размер (35±0,188) мм методом пол-
ной взаимозаменяемости. Из расчёта приспособлений на точ-
ность следует, что минимальный размер TDmin = 34,812 мм;
максимальный ТЛтах = 35,188 мм. Следовательно, поле до-
пуска размера Тй будет Ът& = TDmax - TDmin = 0,3768 мм, а
координата середины поля допуска
Уравнение размерной цепи в соответствии с рисунком ПЗ
имеет вид

(отклонение от соосности Тх изменяется от 0 до допустимого
значения, т.е. Тг = 0; принимается Т2 = 22 мм и Т3 = 25 мм).
Из приведённого выше уравнения определяется Т4:

С учётом степени сложности достижения требуемой точ-
ности составляющих звеньев и рекомендаций по экономичес-
кой точности обработки можно установить: 8Т = 0,01 мм, так
как отклонение от соосности кондукторных втулок рекомен-
дуется принимать ± 0,005 мм; 8Т = 0,146 мм; 8Т =0,12 мм;
8Т =0,1 мм. Принимаются координаты середин полей допус-
ков: АдТ = +0,005 мм; \T = +0,073 мм; ЛоТ = +0,06 мм.
Координата середины поля допуска четвёртого звена нахо-
дится из уравнения:
Правильность назначения допусков следует проверить по
формулам верхнего и нижнего (Лв и Лн) отклонений звеньев
путём подстановки значений 4оТ и <5Т соответственно через
ЛоТ. и 8Т., установленные при расчёте допусков:
Таким образом, допуски установлены правильно. При сим-
метричном расположении полей &р — ±0,005; &? = ±0,073;
<5уз = ±0,06; 5г4 = ±0,05.
С учётом рекомендаций (разд. 1.4, при сверлении сталь-
ных деталей при длине сверления 10 м износ кондукторных
втулок составляет 4 мкм) допустимый износ втулки ра-
вен 62 мкм, длина сверления на одной заготовке 38 мм, ко-
личество просверленных деталей до выхода втулки из строя
3600 шт., что практически неприемлемо. Поэтому принято
решение растачивать отверстия под кондукторную втулку 4
(рис. ПЗ) в кронштейне 2 на координатно-расточном станке
в сборе с корпусом 1 и призмой 10 с непосредственным вы-
держиванием размера от опорной поверхности призмы 10 до
оси отверстия под втулку 4. В соответствии с рекомендация-
ми допуск расстояния от призмы 10 до втулки 4 с учётом
эксцентриситета последней принимается ±0,03, т.е. на при-
способлении задаётся размер 35±0,03. Тогда допуск износа
можно увеличить от 62 до 380 мкм, что обеспечит сверле-
ние 25 тыс. заготовок до полного изнашивания втулки.
Подобные ужесточения следует применить в отношении
горизонтальной кондукторной втулки 3 (рис. ПЗ). С учётом
равномерного сверления всех деталей годового объёма вы-
пуска (N = 120000 шт.) в ТУ на приспособление следует за-
ложить два требования: 1 — растачивать отверстия под кон-
дукторные втулки на приспособлении в сборе; 2 — контроль
точности приспособления по обеспечению положения обра-
батываемых отверстий на заготовке производить через каж-
дые 2,5 месяца эксплуатации.
Силовой расчёт приспособления. Потребная сила зажима
заготовки определяется из условия равновесия заготовки с
учётом коэффициента запаса k. В рассматриваемом случае
осевая сила Р2 и момент резания М2 (рис. П2) уравновеши-
ваются реакциями призм и прихвата. Смещению заготовки
от действия осевой силы Рг и момента Мх будут противодей-
ствовать силы трения, создаваемые силами зажима W
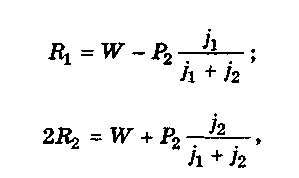
(рис. П4). Условия равновесия заготовки с учётом коэффи-
циента k можно выразить уравнениями:
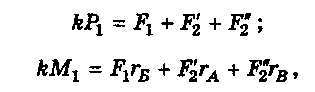
где k — коэффициент запаса, в соответствии с рекомендаци-
ями главы 4

Fx — сила трения между поверхностью Б радиусом гБ
(рис. П4) заготовки и поверхностью прихвата, F1 = R\fx (здесь
Rx — реакция заготовки на зажимной элемент, f± — коэф-
фициент трения в контакте заготовки с зажимным элемен-
том);
F& • ^2 ~~ силы трения соответственно между поверхнос-
тями А радиусом ГдиВ радиусом гв и гранями призм. Из
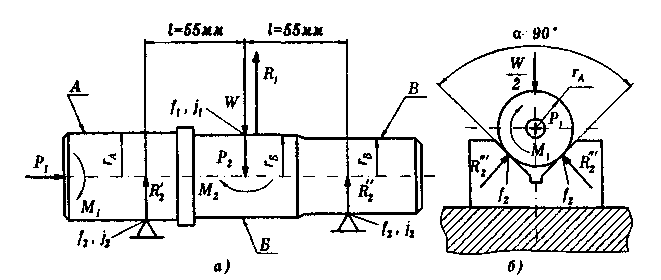
Рис. П4 Схема для расчёта потребной силы зажима W:
а — вид заготовки спереди;

условия симметричности схемы закрепления заготовки от-
носительно W и Р2 реакции R2 призм и реакции Щ граней
каждой призмы равны, т.е.:

f2 — коэффициент трения в контакте заготовки с уста-
новочными элементами (гранями призм), принимается
/ = /2 = 0,16;
а — угол призмы, а = 90 °;
fnp — приведённый коэффициент трения,

Зажимное устройство следует отнести к первой группе,
так как в нём предусмотрен самотормозящийся механизм
(эксцентриковый). Поэтому в расчёте нужно учитывать уп-
ругие характеристики систем зажимного и установочного эле-
ментов. Тогда:
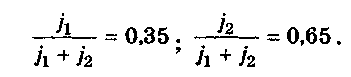
jy, j2 — жёсткости систем соответственно зажимного и
установочного элементов. По рекомендациям главы 9 при-
нимается:
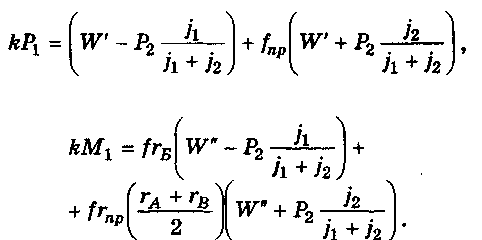
После подстановки приведённых выше значений уравне-
ния равновесия примут вид:
Решением этих уравнений относительно W и W" и под-
становкой цифровых значений (из исходных данных и чер-
тежа детали Рх = ИЗО Н; Р2 = 3070 Н; Мх = 3450 Нмм;
гА = 20 мм; гБ = 19 мм; гв = 17,5 мм) определяется потребная
сила зажима W:
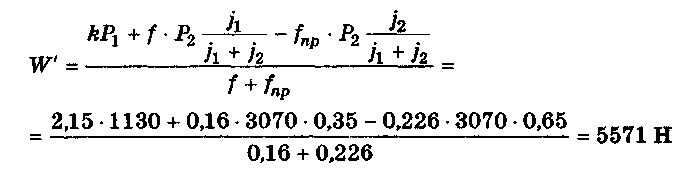
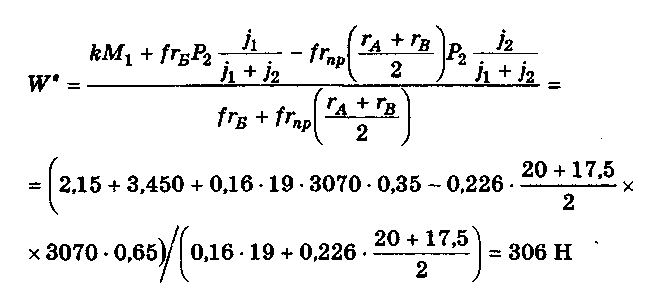
Для дальнейших расчётов принимается наибольшее зна-
чение из W и W", т.е. W = 5571 Н.
|
|
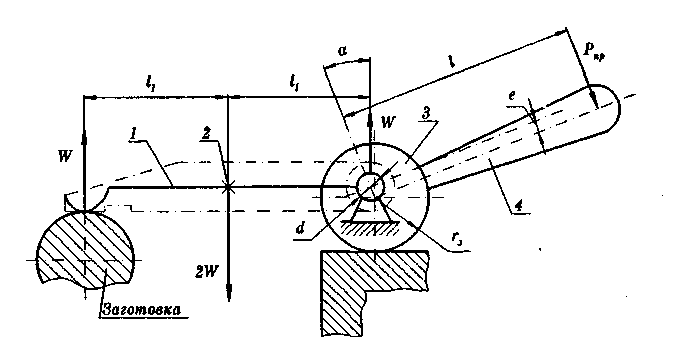
Схема зажимного устройства показана на рисунке П5.
Из неё следует, что конструктивно выбран рычажный зажим,
имеющий прихват (рычаг) с одинаковыми плечами I. Разме-
ры сечения прихвата (изготовлен из стали 45) можно опреде-
лить из формулы:
где аиз — напряжение при изгибе (допускаемое напряжение
для стали 45 после нормализации [стиз] = 125 МПа);
W — обеспечиваемая сила зажима (W = 5571 Н);
1г — плечи рычага (принимается длина рычага 120 мм;
1Х = 60 мм);
Ьп — ширина (без паза) опасного сечения прихвата, мм;
hn — высота сечения прихвата (принимается hn = 25 мм);
Z — момент сопротивления сечения прихвата:
Путём приравнивания аиз = [<тиз] и решения приведённо-
го уравнения определяется ширина сечения:

По выявленным данным выбирается прихват передвиж-
ной шарнирный из стали 45 с размерами: длина 1п = 125 мм;
ширина Вп = 50 мм; hn = 25 мм и площадь опасного сечения
bnhn = 30-25 мм . Прихват дорабатывается с целью получе-
ния рабочего зажимного элемента в виде вилки.
Затем в соответствии с рекомендациями главы 9 осуще-
ствляется расчёт эксцентрикового зажима. Принят круглый
эксцентрик.
Для расчёта эксцентриситета е принимаются следующие
значения величин: зазор sx = 0,3 мм; допуск размера заго-
товки 5 в данном случае будет представлять собой величину
колебания по высоте положения линии контакта заготовки с
прихватом, состоящую из половины допуска размера 038
(0,5 • 0,62 = 0,31 мм) и просадки оси заготовки в призмах

здесь Si — допуск размеров 04Of7 и 035h7;
а — угол призмы, а = 90°, т.е. 5= 0,31+ 0,017 = 0,327 мм;
W = 5571 Н;
жёсткость системы зажима заготовки в приспособлении
у-! = 12000 Н/мм;
угол поворота эксцентрика из условий удобства зажима
аэ = 123 °, тогда а' = 180 ° - аэ = 57 ° (cosa3 = cosa' = 57 °).
Расчёт осуществляется по формуле:

Принимается е = 2,5 мм.
Радиус цапфы г = d/2 эксцентрика при ширине цапфы
Ъэ = 18 мм и значении [сгСЛ] = 25 МПа определяется по фор-
муле: 
Устанавливается г = d/2 = 6,5 мм .
Диаметр эксцентрика можно определить по зависимости
D3 = 18е = 18 • 2,5 = 45 мм. Более точно радиус эксцентрика
гэ (при р = rf = 6,5 ■ 0,12 = 0,78 мм; ср = 6 °) можно рассчи-
тать по формуле:

Принимается D3 = 2гэ = 50 мм. При этом условие само-
торможения будет также обеспечиваться. Ширина эксцент-
рика Вэ (при W = 5571 Н, Е = 2,1 • 103 МПа; гэ = 25 мм; для
стали 20 после цементации и закалки от = 350 МПа,
[а] = 2стг = 700 МПа) определяется по формуле:

Устанавливается Вэ = Ьэ = 18 мм.
В соответствии с ГОСТ 9061-68 выбирается эксцентрик
круглый 18x50 из стали 20; с эксцентриситетом е ~ 2,5 мм;
шириной Вэ = Ъэ= 18 мм; диаметром Da = 50 мм и диамет-
ром цапфы d = 13 мм.
Затем решается вопрос о приводе эксцентрика для обес-
печения потребной силы зажима W. Устанавливается угол
а = 53 °, <р = 6 °; сила, которую рабочий может прикладывать
к рукоятке, Рпр — 150 Н (рис. П5).
Из ранее приводимого уравнения (гл. 9) определяется
длина рукоятки

По стандарту выбирается рукоятка 7061-0077 (исполне-
ние 1)
Дата добавления: 2021-06-28; просмотров: 554;
Поиск по сайту
Узнать еще
- III. Библиографическое описание документа. Общие требования и правила. ГОСТ 7.1-84
- III. Организационное обеспечение специальной оценки условий труда.
- III. Основные требования к организации рассмотрения обращений граждан
- III. Требования к современному уроку.
- III. ТРЕБОВАНИЯ РКФ ДЛЯ ДОПУСКА СОБАК В ПЛЕМЕННОЕ РАЗВЕДЕНИЕ
- IV. Направленность ППФП (общие и специальные требования)
- IV. Требования к диссертациям
- IV. Требования к организации документооборота в федеральном органе исполнительной власти

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
