Электродуговая сварка
При этом виде сварки источником тепла является электрическая дуга, создаваемая между электродом и материалом согреваемых изделий. Температура в зоне горения трубы » 3000°С. Для выполнения этого вида сварки необходимо иметь:
- источник питания (трансформатор);
- токоподводящие провода;
- держатель электрода;
- электроды, сварочные материалы;
- защита;
- аттестованный работник для выполнения сварки.
 Схема дуговой сварки (см. рис. 38):
Схема дуговой сварки (см. рис. 38):
Рис. 38 Схема дуговой сварки:1 – электрод, 2 – жидкий металл (стык), 3 – дуга, 4 – свариваемые части детали
Кромка деталей и конец электрода разогреваются мощным источником тепла – дугой. Дуговая сварка универсальна, толщина свариваемых деталей 2 – 200 мм и более.
Основными технологическими параметрами процесса сварки являются:
-  диаметр электрода, мм
диаметр электрода, мм
- марка электрода
- сварочный ток.
Размер электрода выбирается в зависимости от толщины свариваемых материалов.
| D, мм | 1-2 | |||
| d, мм | <2 | 2-3 | 4-12 | >12 |
I св = К * D,
Где К – коэффициент:
- от 30 до 40, если из легированной стали
- от 30 до 60, если из углеродистой стали
D – диаметр электрода, мм.
Классификация и маркировка электродов:
Электроды изготавливаются из сталей 77 наименований диаметром 0,3 до 12 мм
1. по химическому составу:
- из углеродистой стали
Св. – 08
Св. – 10
Св. - для изготовления электрода была использована проволока. Отличительная особенность ее состоит в пониженном содержании S и P и повышенная чистота по неметаллическим включением;
08, 10 – содержание углерода в сотых долях процента.
- из легированной стали
Св. – 15ХМ
15ХМ - углерода 0,15%; хром »1%; молибден »1%.
из высоколегированной стали, т.еåл.э. ³ 10%
Св. – 12Х18Н10Т
ЭН – 65ХН3 – 33
ЭН – электрод для наплавки;
65ХН3 – марка материала;
33 - твердость, которая будет HRC³33 получена после наплавки.
По свойствам
Э – 42; Э – 150; Э – 42А
Э – электрод
Цифра означает, что после сварки предел прочности на растяжение будет больше показателя: sв ³42, sв ³150.
После цифры нет буквы – ударная вязкость сварного шва больше 8, ан ³8
БукваА – ударная вязкость больше 15, ан ³15
По структуре
По указанному признаку классификация электродов проведена с учетом получения структуры сварного шва при охлаждении на воздухе.
Э – Ф (феррит) электроды для сварки сталей ферритного класса
Э – А электроды предназначены для сварки сталей аустенитного класса
Э – М электроды для сварки сталей мартенситного класса. Этот тип электродов применяют для сварки изделий в упрочненном состоянии.
На всех электродах на поверхности имеется покрытие, в состав которого входят: природные материалы (мрамор, тальк), раскислители (Fe-Si, Fe-Mn), а также ферро-материалы других химических элементов (Fe-Ti, Fe-Cr). Его назначение:
1) защитные свойства:  - предохранение жидкого расплава от загрязнения и поступления влаги из атмосферы;
- предохранение жидкого расплава от загрязнения и поступления влаги из атмосферы;
2) рафинирующее действие - очистка сварочной зоны от окислов и других загрязнений сварочной зоны;
3) раскисление и легирование.
Наиболее широко применяемые виды покрытий: УОНИ, ЦЦ
Газовая сварка
Кромки металла нагреваются выходящим из горелки пламенем, получаемым при сгорании горючего газа в смеси с кислородом. Для формирования шва применяют присадочную проволоку.
Тепловая мощность пламени невелика, поэтому газовую сварку применяют для сваривания деталей из цветных металлов и сплавов. Также применяется газовая резка.
- горючие газы (ацетилен С2Н2)
- инжекторная горелка
СаС2 + Н2О ® С2Н2 + Са (ОН)2
1кг 200 л
Для выполнения газовой сварки горючие газы транспортируются в специальных баллонах: С2Н2 – 16 ат., О2 – 150 ат.
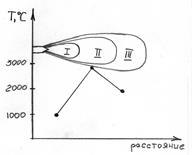
Рис. 39. Зоны горения пламени:1 – зона воспламенения T»1000°C, 2 - сварочная зона T»3000°C, 3 - зона догорания T»2000°C
Дата добавления: 2017-01-26; просмотров: 2155;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
