Технология нанесения термоусаживающейся манжеты ТИАЛ-М на сварные стыки труб в трассовых условиях.
8.8.1 Полимерное изоляционное покрытие ТИАЛ-М состоит из двухслойной термоусаживающейся ленты/манжета и слоя эпоксидного праймера.
8.8.2 Термоусаживающаяся лента/манжета состоит из двух слоев: слой радиационно-сшитого полиэтилена и слой термопластичного адгезива. Лента поставляется рулонами или в виде отрезков на один стык - манжет. В комплекте с лентой поставляется замковая пластина ТИАЛ-ЗП, которая предназначена для закрепления манжеты на стыке и покрывать закрепляющий нахлест. Лента ТИАЛ-З, предназначенная для заполнения околошовной зоны сварного стыка, поставляется потребителям по дополнительному требованию (для Ø труб от 530 мм и более).
8.8.3Праймер состоит из двух компонентов: компонент А (смола) и компонент Б(отвердитель), которые смешиваются непосредственно перед нанесением на трубу. Поставка компонентов праймера осуществляется в емкостях из расчета 1 емкость компонента А и 1 емкость компонента Б на 1 сварной стык.
8.8.4. Оборудование для нанесения покрытия.
Монтаж на сварном стыке манжеты ТИАЛ-М должен выполняется обученными и аттестованными рабочими (1 чел для труб до 325 мм и 2 чел для труб свыше 325 мм).
Для монтажа требуется следующее оборудование:
| № | Наименование оборудования | Количество | |
| Для диаметра трубопровода до 325 мм | Для диаметра трубопровода свыше 325 мм | ||
| Газовая горелка | 1шт | 2 шт | |
| Пропановый баллон с редуктором | 1 шт | 2 шт | |
| Соединительный газовый шланг | 10м | 20м | |
| Термометр контактный с диапазоном измерения от -30 до 1500 С | 1 шт | 1шт | |
| Прикатывающий ролик | 1 шт | 2 шт | |
| Термостойкие перчатки | 1 пара | 2 пары | |
| Пескоструйная установка в комплекте с рукавицами, защитным шлемом, очками | 1 шт | 1шт | |
| Шпатель для смешения компонентов эпоксидного праймера | 1 шт | 1 шт | |
| Валики для нанесения праймера. | 1 шт | 2 шт |
8.8.6 Технология подготовки поверхности для нанесения покрытия.
Важно до нанесения манжеты на стык тщательно и без отступлений от настоящей инструкции провести подготовку поверхности трубы!
8.8.7 Механическая обработка стальной поверхности трубы.
Стальную поверхность трубы в области стыка очистить от заусенцев, острых кромок грата c использованием шлифмашинки.
8.8.8 Нагрев стальной поверхности.
Газовой горелкой осуществить нагрев стальной поверхности до температуры 40±100С (рис.1). Проверка температуры поверхности производить контактным термометром по 3-м точкам поверхности.
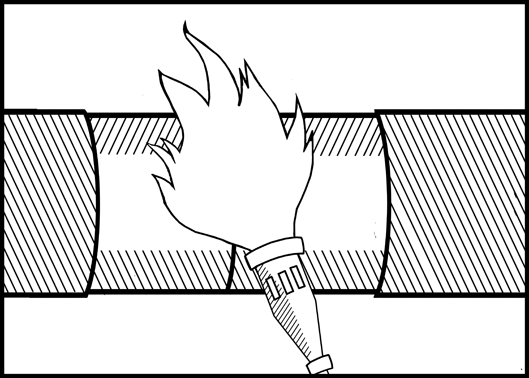
Рис. 1 Сушка изолируемой поверхности.
8.8.9 Очистка и механическая обработка поверхности.
Пескоструйной установкой обработать стальную поверхность трубы до степени очистки 2 по гост 9.402-80, то есть после окончания обработки труба должна быть равномерно шероховатой, светло-серого цвета, без любых следов ржавчины и окалины.
Заводское полиэтиленовое покрытие готовится под манжету следующим образом: скосить кромки полиэтилена базовой изоляции трубы под углом 30О к оси трубы и нанести шероховатость на полиэтиленовом покрытии пескоструйной установкой (либо крупной шкуркой) на расстоянии 100мм от кромки и с обеих сторон от изолируемого стыка.
После пескоструйной очистки стыка и нанесения шероховатости на полиэтиленовые кромки, изолируемая поверхность трубы (металл и полиэтиленовое покрытие) обезжиривается ветошью, смоченной ацетоном. (*)
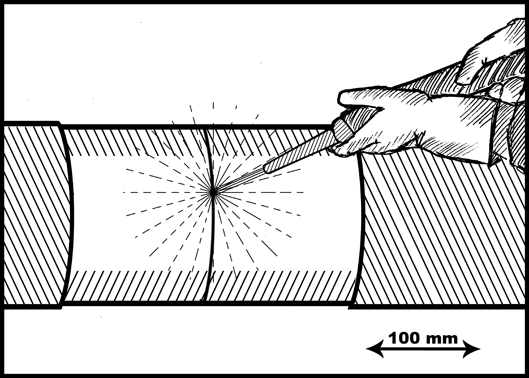
Рис. 2 Механическая обработка поверхности трубы.
8.8.10 Подготовка праймера.
8.8.10.1 Ёмкости с праймером (компонент А и Б) до смешивания 2-х компонентов обязательно нужно выдержать при положительной температуре в течении не менее 2-х часов для лучшего последующего перемешивания и получения надлежащего качества.
8.8.10.2 Непосредственно перед нанесением праймера на подготовленную поверхность стыка, емкость с компонентом Б перелить в емкость с компонентом А и тщательно перемешать шпателем до получения однородной массы.
Время с момента начала смешения до нанесения на стык не должно превышать 20 мин!
8.8.10.3 Нагрев изолируемой поверхности перед нанесением праймера.
Перед нанесением праймера, подготовленную по п. 3.1-3.3 поверхность (сталь и полиэтилен) повторно нагревают пламенем газовой горелки до температур 100±5°С.
Прогретая поверхность должна быть без копоти, что достигается правильной регулировкой пламени горелок.
При возникновении копоти необходимо ее удалить ветошью и повторно нагреть.
Рис. 3 Нагрев изолируемой поверхности.
8.8.10.4 Нанесение праймера.
Подготовленный по п.4 праймер нанести поролоновыми валиками или шпателями равномерным слоем на всю изолируемую поверхность стыка (сталь и полиэтилен), перекрывая на 20-30 мм размер наносимой манжеты с каждой стороны.
Для правильного формирования изолирующего покрытия, дополнительное просушивание нанесенного на стык праймера категорически не допускается !!!
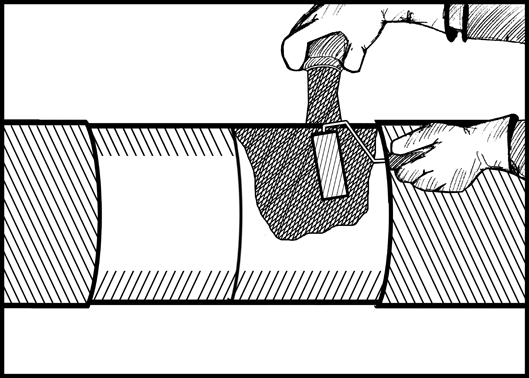
Рис. 4. Нанесение праймера.
(*) - Примечание: Обезжиривание стальной и полиэтиленовой поверхности ацетоном производится в случае наличия масляных пятен на изолируемой поверхности.
8.8.11Монтаж термоусаживающейся манжеты
Подготовка полотна ленты.
На одном из концов манжеты срезать 2 угла с размерами 50мм по ширине и 15мм по длине полотна манжеты. Если лента поставляется в рулоне, то перед монтажом отрезать требуемую длину полотна ленты в зависимости от Ø изолируемой трубы, в соответствии с Таблицей длин манжет.
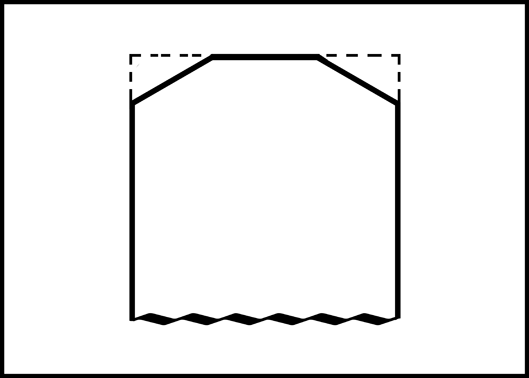
Рис.5 Схема реза углов манжеты.
Установка манжеты на трубу.
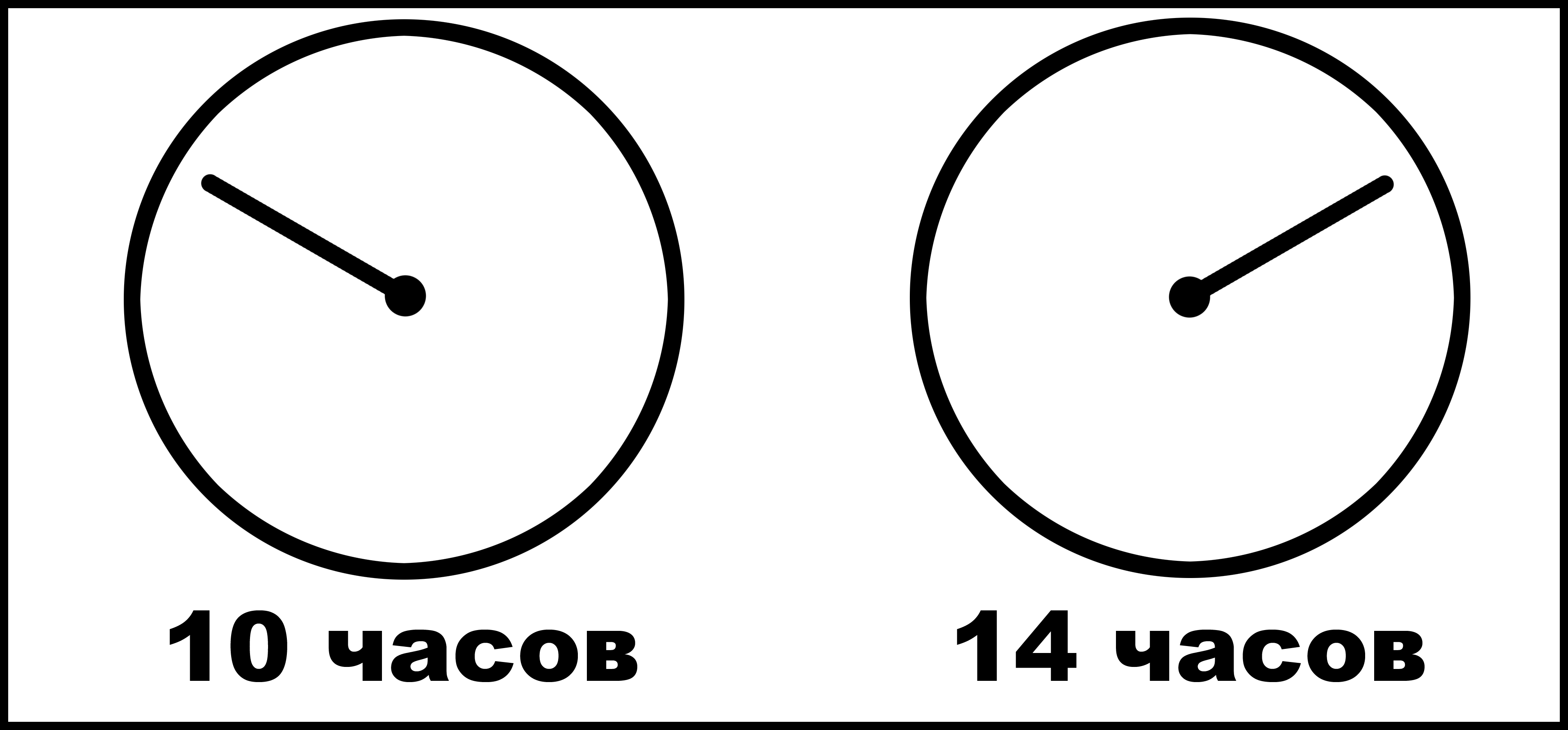 Манжету монтировать вокруг трубы полиэтиленовым покрытием наверх, а клеевым слоем – к трубе. Нахлест концов манжеты друг на друга должен быть не менее 50 мм и располагаться на уровне 10 или 14 часов по образующей трубы.
Манжету монтировать вокруг трубы полиэтиленовым покрытием наверх, а клеевым слоем – к трубе. Нахлест концов манжеты друг на друга должен быть не менее 50 мм и располагаться на уровне 10 или 14 часов по образующей трубы.
Конец манжеты с обрезанными углами прогреть пламенем горелки со стороны клеевого слоя, не допуская усадки полиэтилена, а затем прижать ленту к праймированной поверхности трубы.
Манжета должна перекрывать заводское покрытие трубы с обеих сторон от сварного шва не менее чем на 60 мм.
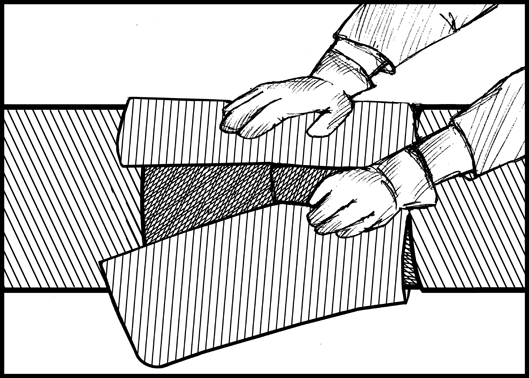
Рис.6. Установка ленты на трубу.
Затем обернуть полотно манжеты вокруг изолируемого стыка. Конец манжеты с обрезанными углами должен располагаться под концом манжеты с необрезанными углами. Второй конец манжеты прогреть горелкой со стороны клеевого слоя и прижать к первому концунатрубе с нахлестомне менее 50 мм.
Сам нахлест концов манжеты прокатать силиконовым роликом, разгладить термостойкими перчатками для удаления возможных воздушных пузырьков из зоны нахлеста. При правильном монтаже, замкнутая таким образом в кольцо манжета, должна иметь требуемый для дальнейшей усадки «провис» полотна у нижней образующей трубы. Полученный нахлест концов манжеты прокатывают роликом и термостойкими перчатками для удаления возможных воздушных пузырьков из зоны нахлеста.
Замковую пластину прогреть со стороны клеевого слоя, затем установить непосредственно на нахлест концов манжеты клеевым слоем – вниз, полиэтиленовым слоем - наверх, что необходимо для предотвращения «раскрытия» нахлеста концов манжеты в процессе монтажа и усадки манжеты. После установки замковой пластины ее обязательно прогреть желтым пламенем горелки до выступления под ней контуров нахлеста.
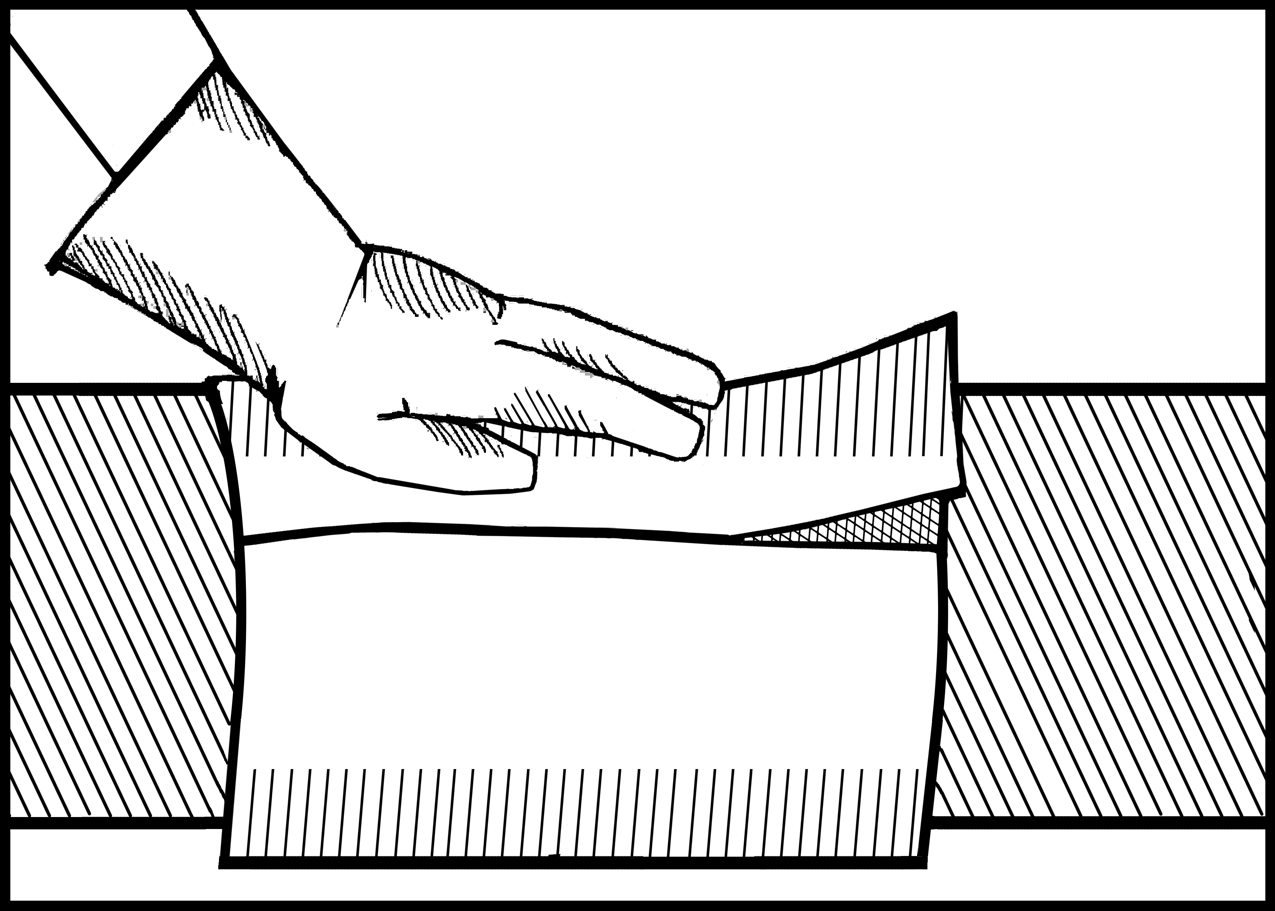
Рис 7. Установка замковой ленты.
Как и после монтажа нахлеста, после установки замковой пластины, необходимо произвести ее прикатку силиконовым роликом или термостойкой перчаткой для удаления из под нее возможных пузырей воздуха и выравнивания всего материала.
Усадка манжеты.
Начинать усадку манжеты следует сразу после установки замковой пластины. Усадку производить газовой горелкой, равномерно распределяя пламя, начиная с нижней образующей трубы, то есть в зоне максимального провиса манжеты.
Направление усадки: от сварного шва сначала в одну сторону, затем от сварного шва в другую сторону, движением горелок по диаметру трубы, избегая перегрева полотна манжеты.
В случае достижения равномерного и одновременно интенсивного нагрева, манжета усаживается без образования воздушных пузырей и гофр. Если, тем не менее, возникли пузыри или гофры, их необходимо удалять и разглаживать силиконовым роликом или термостойкими перчатками до полного выравнивания поверхности манжеты.
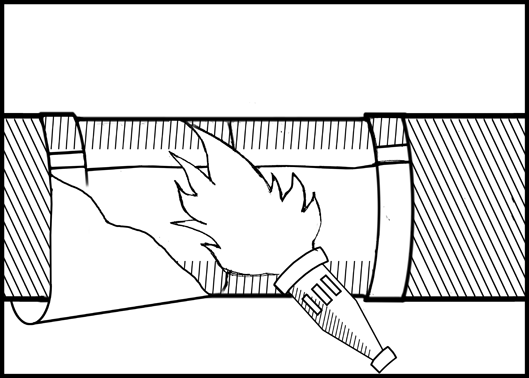
Рис.8 Усадка ленты.
Определение качества нанесения манжеты
1. Термоусаживающаяся манжета должна плотно охватывать изолируемую поверхность металла и заводского покрытия трубы и иметь ровную поверхность без вздутий и гофр незаполненных адгезивом, складок, а также без следов прожега манжеты. Допускаются мелкие воздушные пузыри.
2. Через изоляцию должен проступать профиль сварного стыка трубы и нахлеста ленты.
3. С обеих сторон от стыка, на примыкании манжеты к заводскому покрытию должен выступать адгезив по всему диаметру трубы.
4. Лента должна покрывать заводское покрытие не менее чем на 60 мм с обеих сторон от стыка.
5. Формирование покрытия до достижения им требований Технических условий происходит через 24 часа с момента окончания изоляции стыка.
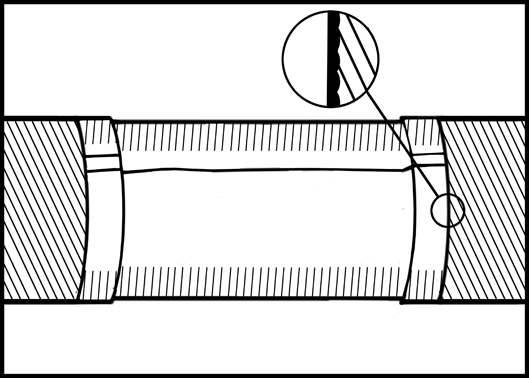
Рис.9 Вид качественной изоляции стыка.
Приложение: Таблица толщин и длин манжет «ТИАЛ-М» в зависимости от Ø труб.
| Наружный диаметр трубы, мм. | Толщина манжеты «ТИАЛ-М» (в транспортном состоянии), мм | Длина манжеты «ТИАЛ-М», м. | Длина нахлеста концов манжеты «ТИАЛ-М», мм. (при монтаже) |
| 57-89 | 1,4 | 0,40 | |
| 102-114 | 0,50 | ||
| 0,65 | |||
| 0,85 | |||
| 0,95 | |||
| 1,00 | |||
| 1,8 | 1,20 | ||
| 1,50 | |||
| 1,64 | |||
| 1,90 | |||
| 2,0 | 2,20 | ||
| 2,50 | |||
| 2,85 | |||
| 2,4 | 3,50 | ||
| 4,20 | |||
| 4,85 |
8.8 Общие требования к антикоррозионным материалам
8.8.1 Антикоррозионные материалы, используемые для нанесения АКП на зону сварных стыков трубопроводов (эпоксидный праймер, термоусаживающаяся полимерная лента, замковая пластина – для нанесения АКП на основе термоусаживающихся полимерных лент; основа и отвердитель – для нанесения АКП на основе жидких двухкомпонентных материалов), должны отвечать требованиям технической документации на эти материалы и обеспечивать получение АКП, соответствующих требованиям настоящего документа.
8.8.2 Антикоррозионные материалы должны быть предназначены для нанесения на подготовленную поверхность. Показатели качества подготовки поверхности приведены в таблице 8.4.
Таблица 8.4 – Показатели качества подготовки поверхности
| № п/п | Наименование показателя | Значение | Метод |
| Степень обезжиривания, не более | ГОСТ 9.402 | ||
| Степень очистки, не менее | Sa 2,5 или 2 | ISO 8501-1 [1] ГОСТ 9.402 | |
| Шероховатость поверхности, мкм | От 40 до 90 | ISO 8503-2 | |
| Степень обеспыливания, класс, не более | ISO 8502-3 | ||
| Время между очисткой и нанесением АКП, ч, не более1) | ГОСТ 9.402 | ||
| 1) Минимальный интервал не ограничевается в технической документации производителя. |
5.8 Основные параметры и характеристики (свойства)
8.9.1 Геометрические размеры термоусаживающихся полимерных лент должны обеспечивать покрытие зоны сварного стыка. Величина зоны сварного стыка – от 200 до 280 мм.
8.9.2 Термоусаживающиеся полимерные ленты, применяемые для АКЗ сварных стыков трубопроводов, производятся и поставляются в виде рулонных материалов шириной 300, 450, 500 мм с учетом степени усадки в поперечном направлении (до 600, 900 мм – по требованию заказчика) или в виде упакованных мерных (для каждого диаметра трубопровода) отрезков термоусаживающейся полимерной ленты – термоусаживающихся манжет.
8.9.3 Длина термоусаживающейся манжеты L, м, определяется по формуле
L = 1,05 ∙π ∙D + К,
где 1,05 – коэффициент усадки термоусаживающейся манжеты;
D – диаметр трубы, мм;
К – нахлест концов термоусаживающейся манжеты, мм, для трубопроводов диаметром менее DN250 равный 50 мм, для трубопроводов диаметром более DN250 равный 150 мм.
8.9.4 В соответствии с рекомендациями поставщиков антикоррозионных материалов при наличии острых кромок при угле скоса более 30° и высоте сварного шва более 3,0 мм указанные зоны заполняются термоплавким заполнителем.
8.9.5 Термоплавкий заполнитель поставляется в виде рулонного материала или отрезков ленты толщиной от 1,4 до 3,0 мм и шириной от 50 до 450 мм.
8.9.6 Показатели качества замковой пластины должны соответствовать значениям, приведенным в таблице 8.5.
Таблица8.5 - Показатели качества замковой пластины
| № п/п | Наименование показателя (характеристики) | Значение показателя (содержание характеристики) | |
| Длина, мм | В соответствии с шириной термоусаживающейся манжеты | ||
| Ширина, мм, для труб диаметром | до 159 мм включ. | От 50 до 80 | |
| свыше 159 мм | От 100 до 150 | ||
| Толщина, мм, не менее | 1,0 | ||
| Степень усадки в продольном направлении, % | В соответствии с технической документацией производителя | ||
| Адгезия замковой пластины к термоусаживающейся манжете при (20±5) °С, МПа, не менее |
8.9.7 Показатели качества АКП на основе термоусаживающихся полимерных лент сварных стыков трубопроводов должны соответствовать значениям, приведенным в
таблице 8.6.
Таблица 8.6 - Показатели качества АКП на основе термоусаживающихся полимерных лент сварных стыков трубопроводов
| № п/п | Наименование показателя (характеристики) | Значение показателя | ||||||
| Тип 1 | Тип 2 | Тип 3 | Тип 4 | |||||
| Пк-40 | Пк-60 | Пк-40 | Пк-80 | Пк-40 | Пк-60 | |||
| Внешний вид термоусаживающейся манжеты | Полотно не должно иметь дефектов (гофр, пузырей, трещин, разрывов, сквозных отверстий, нарушений сплошности адгезива) | |||||||
| Внешний вид АКП | АКП должно копировать рельеф изолируемой поверхности стыка, иметь однородную гладкую поверхность, не иметь пропусков, пузырей, проколов, прожогов, мест отслоений, плотно прилегать к поверхности трубы с заводским АКП с выделением из-под кромок термоусаживающейся манжеты расплава адгезива | |||||||
| Величина нахлеста на заводское АКП, мм, не менее, для трубопроводов диаметром | до 530 мм включ. | |||||||
| св. 530 мм | ||||||||
| Толщина термоусаживающейся манжеты и АКП на ее основе*, мм, не менее, для трубопроводов диаметром | до 273 мм включ. | 1,2 | 1,2 | 1,2 | 2,0 | |||
| от 273 мм до 530 мм включ. | 1,8 | 1,8 | 1,8 | 2,2 | ||||
| от 530 мм до 820 мм включ. | 2,0 | 2,0 | 2,0 | 2,5 | ||||
| св. 820 мм | 2,4 | 2,4 | 2,4 | 3,0 | ||||
| Адгезия АКП к стали и к заводскому АКП, Н/см ширины ленты, не менее, при температурах испытаний | (20±5) °С | |||||||
| (40±3) °С | ||||||||
| (60±3) °С | - | - | - | |||||
| (80±3) °С | - | - | - | - | - | |||
| Адгезия АКП к стали и к заводскому АКП, Н/см ширины ленты, не менее, после 1000 ч выдержки в воде при температурах испытаний | (20±5) °С | |||||||
| (40±3) °С | ||||||||
| (60±3) °С | - | - | - | |||||
| (80±3) °С | - | - | - | - | - | |||
| Диэлектрическая сплошность, не менее | 5 кВ на 1 мм толщины АКП | |||||||
| Площадь катодного отслаивания АКП, см², не более, после 30 сут испытаний при температурах | (20±5) °С | |||||||
| (40±3) °С | ||||||||
| (60±3) °С | - | - | - | |||||
| (80±3) °С | - | - | - | - | - | |||
| Переходное сопротивление АКП в 3 %-ном растворе NaCl при температуре (20±5) °С, Ом×м², не менее | Исходное | 1010 | 1010 | 1010 | 1010 | |||
| После 100 сут испытаний при (20±5) °С | 109 | 109 | 109 | 109 | ||||
| Прочность АКП при ударе, Дж, не менее, при температурах | Минус (40±3) °С | |||||||
| (20±5) °С | ||||||||
| (40±3) °С | ||||||||
| Стойкость АКП к прорезанию, отсутствие пробоя при напряжении после испытаний, кВ | - | - | - | 7,5 | ||||
| Сопротивление вдавливанию полимерного слоя термоусаживающейся манжеты при (20±5) °С, мм, не более | 0,2 | 0,2 | 0,2 | 0,15 | ||||
| Грибостойкость полимерного слоя термоусаживающейся манжеты, балл, не более | ||||||||
| Степень усадки термоусаживающейся манжеты в продольном направлении, % | Не менее | |||||||
| Не более | ||||||||
| Содержание гель-фракции полимерного слоя термоусаживающейся манжеты, % | Не менее | |||||||
| Не более | ||||||||
| Прочность при разрыве полимерного слоя термоусаживающейся манжеты при (20±5) °С, МПа, не менее | (18)** | |||||||
| Относительное удлинение при разрыве полимерного слоя термоусаживающейся манжеты при темпе-ратурах испытаний, %, не менее | минус (40±3) °С | (100)** | ||||||
| (20±5) °С | (100)** | |||||||
| Изменение относительного удлинения при разрыве полимерного слоя термоусаживающейся манжеты после 1000 ч выдержки на воздухе при (110±3) °С, % от исходной величины, не более | (25)** | |||||||
| Изменение относительного удлинения при разрыве полимерного слоя термоусаживающейся манжеты после 500 ч УФ, % от исходной величины, не более | (25)** | |||||||
| *Допускается снижение средней толщины АКП над зоной сварного шва на величину до 30 % от номинальной толщины при условии, что диэлектрическая сплошность АКП на этих участках соответствует нормативному значению. **В скобках приведены значения для полимерного слоя термоусаживающейся манжеты, не содержащего армирующий материал. |
8.9.8 АКП на основе жидких двухкомпонентных материалов должны соответствовать значениям, приведенным в таблице 8.7.
Таблица 8.7 – Показатели качества АКП на основе жидких двухкомпонентных материалов
| № п/п | Наименование показателя | Значение показателя | ||||||||
| Нормальное | Специальное | |||||||||
| Пк-40 | Пк-60 | Пк-40 | Пк-60 | |||||||
| Внешний вид АКП | АКП должно копировать рельеф изолируемой поверхности стыка, иметь равномерную толщину, однородный цвет, гладкую поверхность и быть свободным от пропусков, дефектов, пузырей, вздутий, мест отслаивания. Допускается наличие «шагрени», небольших (до 1 мм) локальных утолщений, наплывов | |||||||||
| Величина нахлеста на заводское АКП, мм, не менее, для трубопроводов диаметром | до 530 мм включ. | |||||||||
| св. 530 мм | ||||||||||
| Толщина АКП, мм, не менее, для трубопроводов диаметром | до 820 мм включ. | 1,0 | 1,0 | 2,0 | 2,0 | |||||
| св. 820 мм | 1,5 | 1,5 | 2,5 | 2,5 | ||||||
| Адгезия АКП к стали, МПа (Н/см ширины ленты), не менее | Исходная при температуре (20±5) °С | 5,0 (50) | 5,0 (50) | 7,0 (70) | 7,0 (70) | |||||
| После 1000 ч выдержки в воде при температурах | (20±5) °С | 3,5 (35) | 3,5 (35) | 5,0 (50) | 5,0 (50) | |||||
| (40±3) °С | 3,5 (35) | 3,5 (35) | 5,0 (50) | 5,0 (50) | ||||||
| (60±3) °С | - | 3,5 (35) | - | 5,0 (50) | ||||||
| Адгезия АКП к заводскому АКП, МПа (Н/см ширины ленты), не менее | Исходная при температуре (20±5) °С | 3,0 (30) | 3,0 (30) | 3,5 (35) | 3,5 (35) | |||||
| После 1000 ч выдержки в воде при температурах | (20±5) °С | 2,0 (20) | 2,0 (20) | 2,5 (25) | 2,5 (25) | |||||
| (40±3) °С | 2,0 (20) | 2,0 (20) | 2,5 (25) | 2,5 (25) | ||||||
| (60±3) °С | - | 2,0 (20) | - | 2,5 (25) | ||||||
| Диэлектрическая сплошность, кВ, не менее | ||||||||||
| Площадь катодного отслаивания АКП, см², не более, после 30 сут испытаний при температурах | (20±5) °С | |||||||||
| (40±3) °С | ||||||||||
| (60±3) °С | - | - | ||||||||
| Переходное сопротивление АКП в 3 %-ном растворе NaCl, Ом×м2, не менее | Исходное при температуре (20±5) °С | 108 | 108 | 108 | 108 | |||||
| После 100 сут испытаний при температуре (20±5) °С | 107 | 107 | 107 | 107 | ||||||
| После 30 сут испытаний при температуре (40±3) °С | 107 | 107 | 107 | 107 | ||||||
| После 30 сут испытаний при температуре (60±3) °С | - | 107 | - | 107 | ||||||
| Отношение величины переходного сопротивления после 100 сут испытаний в 3 %-ном растворе NaCl при температуре (20±5) °С к величине переходного сопротивления после 70 сут испытаний в 3 %-ном растворе NaCl при температуре (20±5) °С, не менее | 0,8 | 0,8 | 0,8 | 0,8 | ||||||
| Прочность АКП при ударе, Дж, при температурах испытаний от минус (40±3) °С до (40±3) °С, не менее | ||||||||||
| Стойкость АКП к прорезанию, отсутствие пробоя при напряжении после испытаний, кВ | - | - | 7,5 | 7,5 | ||||||
| Сопротивление АКП вдавливанию при температурах испытаний, не более | При (20±5) °С, мм | 0,2 | 0,2 | 0,15 | 0,15 | |||||
| При (40±3) °С, % от исходной толщины АКП | ||||||||||
| При (60±3) °С, % от исходной толщины АКП | - | - | ||||||||
| Грибостойкость АКП, балл, не более | ||||||||||
| Водопоглощение отслоенного АКП, %, не более при температурах испытаний | (20±5) °С | |||||||||
| (40±3) °С | ||||||||||
| (60±3) °С | - | - | ||||||||
| Поры на срезе АКП, проведенном под углом (35±5)° при увеличении 3х и 5х | Отсутствие пор на границе между металлом и АКП | |||||||||
8.7.3 Конструкции защитных покрытий
8.7.3.1 Защитные покрытия на основе термоусаживающихся полимерных лент Трёхслойное покрытие на основе термоусаживающейся ленты состоит из:
- слоя эпоксидного праймера толщиной не менее 100 мкм;
- адгезионного слоя ленты;
- наружного полимерного слоя.
Двухслойное покрытие на основе термоусаживающейся ленты состоит из:
- адгезионного слоя ленты;
- наружного полимерного слоя ленты.
Толщина защитного покрытия на основе термоусаживающихся полимерных лент в зависимости от диаметров труб и типов исполнения покрытий должна соответствовать требованиям таблицы 8.5.
| № п/п | Номинальный диаметр трубопровода DN | Минимальная толщина покрытия, мм, не менее | ||||||
| Нормальное исполнение | Специальное исполнение | |||||||
| по праймеру | без праймера | теплостойкое | ||||||
| Тип 1 | Тип 2 | Тип 3 | Тип 4 | |||||
| До 250 включительно | 1,2 | 1,2 | 1,2 | 2,0 | ||||
| Свыше 250 до 500 включительно | 1,8 | 1,8 | 1,8 | 2,2 | ||||
| Свыше 500 до 800 включительно | 2,0 | 2,0 | 2,0 | 2,5 | ||||
| Номинальный диаметр трубопровода DN | Минимальная толщина покрытия, мм, не менее | |||||||
| Нормальное исполнение | Специальное исполнение | |||||||
| по праймеру | без праймера | теплостойкое | ||||||
| Тип 1 | Тип 2 | ТипЗ | Тип 4 | |||||
| Свыше 80 | 2,4 | 2,4 | 2,4 | 3,0 | ||||
| Примечание – 1 По требованию заказчика толщина покрытия может быть увеличена. 2 Допускается снижение средней толщины покрытия над зоной сварного шва на величину до 30 % от номинальной толщины при условии, что диэлектрическая сплошность покрытия на этих участках будет не менее 5 кВ для трубопроводов до DN 500 включительно; 7,5 кВ – для трубопроводов до DN 800 включительно и 10 кВ – для трубопроводов свыше DN 800. | ||||||||
Таблица 8.5 – Минимальная толщина покрытия зоны сварных стыков в зависимости от типа покрытия и диаметра трубопровода
Для нанесения на участки сварных стыков трубопроводов защитных покрытий из термоусаживающихся полимерных лент используются следующие комплектные изоляционные материалы:
- эпоксидный праймер, не содержащий растворителей;
- термоусаживающаяся полимерная лента;
- замковая пластина;
- термоплавкий или мастичный заполнитель зон сварного шва (при необходимости). Эпоксидный праймер представляет собой однокомпонентную или двухкомпонентную (на основе модифицированной эпоксидной смолы и отвердителя) систему, предназначенную для праймирования поверхности зоны сварного стыка и обеспечения адгезии защитного покрытия к стали и к заводскому покрытию труб. Перед нанесением на изолируемую поверхность эпоксидная смола и отвердитель смешиваются в заданном объемном или весовом соотношении и наносятся равномерным слоем на подготовленную поверхность зоны сварного стыка труб и примыкающий к ней участок заводского покрытия (при необходимости) в соответствии с требованиями поставщика материалов.
Термоусаживающаяся полимерная лента представляет собой двухслойный изоляционный материал, состоящий из термосветостабилизированной, электронно- или химически сшитой, ориентированной в продольном направлении полимерного слоя ленты и адгезионного слоя (адгезива) на основе термоплавких полимерных, каучуковых или мастичных композиций.
Для изоляции зоны сварных стыков трубопроводов, прокладываемых методами закрытой прокладки (проколы, «микротоннелирование», ННБ), используются специальные высокопрочные, устойчивые к прорезаниютермоусаживающиеся ленты,содержащие,
помимо адгезионного слоя и полимерного слоя ленты, армирующий материал (стеклоткань, стеклосетку и др.) или дополнительный защитный слой.
Термоусаживающиеся ленты, предназначенные для изоляции сварных стыков трубопроводов, прокладываемых методами закрытой прокладки, могут комплектоваться дополнительной узкой («жертвенной») армированной (или не армированной) стекловолокном (стеклосеткой и др.) лентой шириной до 100 мм.
Термоусаживающиеся полимерные ленты, применяемые для изоляции сварных стыков трубопроводов, производятся и поставляются в виде рулонных материалов шириной не менее 300, 450, 500 мм с учетом степени усадки в поперечном направлении (до 600, 900 мм - по требованию заказчика) или в виде упакованных мерных (для каждого диаметра трубопровода) отрезков лент.
Замковая пластина представляет собой мерный отрезок армированной (или не армированной) термоусаживающеися ленты, с минимальной степенью усадки и более высокой по сравнению с обычной термоусаживающеися лентой температурой плавления адгезионного слоя.
Замковая пластина предназначена для замыкания в кольцо (вокруг зоны сварного стыка трубопровода) отрезка термоусаживающеися ленты. В процессе выполнения работ по нагреву и усадке кольцевой термоусаживающеися манжеты замковая пластина должна удерживать манжету от размыкания в зоне нахлеста (перехлеста) ленты. Длина замковой пластины должна соответствовать ширине термоусаживающеися ленты, ширина замковой пластины должна составлять от 100 до 150 мм, а толщина – не менее 1,0 мм.
Термоплавкий заполнитель представляет собой рулонный ленточный материал на основе мастичных или термоплавких полимерных композиций, аналогичных композициям, используемым для адгезионного слоя термоусаживающеися ленты. Предназначен для заполнения околошовных зон сварного шва трубопровода (при наличии острых кромок и высоте сварного шва более 3,0 мм) и зон перехода заводского покрытия к поверхности трубы (при угле скоса кромок покрытия более 30°). Применяется при необходимости в соответствии с рекомендациями поставщиков материалов. Поставляется в виде рулонного материала или отрезков ленты толщиной от 1,4 до 3,0 мм и шириной от 50 до 450 мм.
8.7.3.2 Защитные покрытия на основе жидких двухкомпонентных материалов Конструктивно покрытие на основе жидких двухкомпонентных материалов может состоять из одного, двух или нескольких последовательно наносимых слоев, образующих после отверждения единый монолитный слой покрытия.
В качестве наружных термореактивных покрытий сварных стыков трубопроводов могут применяться: полиуретановые, модифицированные полиуретановые покрытия, а также покрытия на основе полимочевины и другие типы защитных покрытий, обеспечивающие выполнение требований настоящего документа.
Для повышения адгезии защитного покрытия к стали и к заводскому покрытию труб в качестве первого слоя покрытия может применяться жидкий двухкомпонентный или однокомпонентный эпоксидный праймер. Толщина эпоксидного праймера должна быть не ниже рекомендованной производителем (поставщиком) материала.
Минимальная толщина защитного покрытия на основе двухкомпонентных жидких изоляционных материалов в зависимости от диаметров труб и типов исполнения покрытий должна соответствовать требованиям таблицы 8.6.
Таблица 8.6 – Минимальная толщина покрытия зоны сварных стыков в зависимости от типа покрытия и диаметра трубопровода
| № п/п | Номинальный диаметр трубопровода, DN | Минимальная толщина покрытия, мм, не менее | |||
| Нормальное исполнение | Специальное исполнение | ||||
| Н (Пк-40) | Н (Пк-60) | С (Пк-40) | С (Пк-60) 2,0 | ||
| До 800 включительно | 1,0 | 1,0 | 2,0 | ||
| Свыше 800 | 1,5 | 1,5 | 2,5 | 2.5 | |
| Примечание – По требованию заказчика толщина покрытия может быть увеличена. |
6 Защита от коррозии
6.1 Виды коррозии стальных трубопроводов
9.1.1 Общие сведения
9.1.1.1 Коррозия трубопроводов – явление, обусловленное, главным образом, электрохимическими реакциями окисления металла при взаимодействии с влагой. Металл постепенно видоизменяется на ионном уровне и, распадаясь, исчезает с поверхности трубы. Окисление, характеризующее феномен коррозии металлических трубопроводов, может происходить по различным причинам и возникает на основе различных механизмов. Процесс окисления может зависеть от характера жидкости, протекающей по трубопроводу, или от свойств среды, в которой проложен трубопровод. В этой связи при выборе наиболее подходящих способов противодействия механизмам коррозии необходимо учитывать особенности ситуации, в которой она наблюдается. В некоторых случаях борьба с коррозией осуществляется принятием усиленных мер по химической обработке протекающей жидкости с целью скорректировать ее коррозийные свойства, в других случаях – использованием защитных покрытий для трубопроводов (внутренних или внешних) или применением специальных способов так называемой «катодной зашиты».
9.1.1.2 При строительстве трубопроводов важную роль играет защита от коррозии, так как от этого зависит надежность и срок эксплуатации объекта. Коррозия металла - одна из основных причин возникновения отказов и аварий на трубопроводах (из-за нее происходит от 20 % до 25 % аварий). От почвенной электрохимической коррозии МТ защищают путем нанесения на их поверхность изоляционного покрытия, а также устройства катодной (протекторной) защиты. Первый способ называют пассивной, второй – активной защитой трубопроводов. В последнем случае осуществляют прямое воздействие на кинетику электрохимических реакций, изменяя потенциал «трубопровод-почва» и скорость протекания реакций. Согласно действующей нормативной документации к противокоррозионному покрытию при устройстве пассивной защиты подземных трубопроводов предъявляют следующие требования:
- высокая химическая стойкость в условиях агрессивных почвенных электролитов;
- химическая нейтральность по отношению к материалу труб;
- механическая прочность, способная выдерживать усилия при изоляционно-укладочных работах и засыпке уложенного трубопровода;
- высокая степень адгезии, обеспечивающая прочное сцепление покрытия с поверхностью трубы;
- водонепроницаемость;
- термическая и бактериальная устойчивость;
- долговечность;
- высокие диэлектрические свойства;
- экономичность.
Кроме того, исключительно важна электрохимическая нейтральность изоляционного материала в условиях катодной поляризации. Этим требованиям в комплексе отвечают изоляционные материалы на битумной и петролатумной основе и полярные пленочные материалы. При нанесении изоляционных покрытий на битумной основе применяют битумно-резиновые и реже битумно-полимерные и битумно-минеральные мастики. Наряду с отечественными применяются зарубежные мягкие изоляционные ленты на основе термосветостабилизированного полиэтилена с каучуковым подслоем.
9.1.1.3 Наиболее испытанным способом защиты трубопровода считается заводская изоляция. Трубопрокатные заводы имеют возможность выполнения следующих видов изоляции:
- двухслойное и трехслойное полиэтиленовое покрытие;
- трехслойное полипропиленовое покрытие;
- двухслойное эпоксидное покрытие.
9.1.1.4 Технологический процесс нанесения антикоррозийного покрытия включает в себя следующие операции:
- сушка труб;
- дробометная очистка поверхности труб;
- защита концов труб;
- контроль качества очистки;
- предварительный газовый нагрев труб;
- хроматирование наружной поверхности труб;
- основной индуктивный нагрев труб;
- напыление эпоксидного покрытия;
- нанесение клеевого подслоя и экструдированного полиэтилена;
- водяное охлаждение
Дата добавления: 2021-05-28; просмотров: 2841;
Поиск по сайту
Узнать еще
- CASE-технология создания информационных систем
- LINEX-технология переработки нитридного топлива
- VI. ТЕХНОЛОГИЯ ЗАЩИТЫ НАУЧНОЙ РАБОТЫ
- А. В трубке находится раствор, стакане — дистиллированная вода.
- АВТОМАТИЗИРОВАННАЯ ИНФОРМАЦИОННАЯ СИСТЕМА СТРАХОВОЙ ФИРМЫ И ТЕХНОЛОГИЯ ЕЕ ФУНКЦИОНИРОВАНИЯ
- Автомобиль с доставленными звеньями трубы; 2 - автомобильный кран; 3 - лекальные блоки; 4 - звенья водопропускной трубы
- Аддитивная и субтрактивная технология изготовления коммутационных плат
- Активное сопротивление трубы 1 среднего рукава

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
