Сварные соединения и швы
9.7.5.1 Общие сведения
Сварное соединение – это неразъемное соединение, выполненное сваркой. Сварной шов – это участок сварного соединения, образовавшегося в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением. Типы сварных соединений и швов приведены на рисунке 9.8.
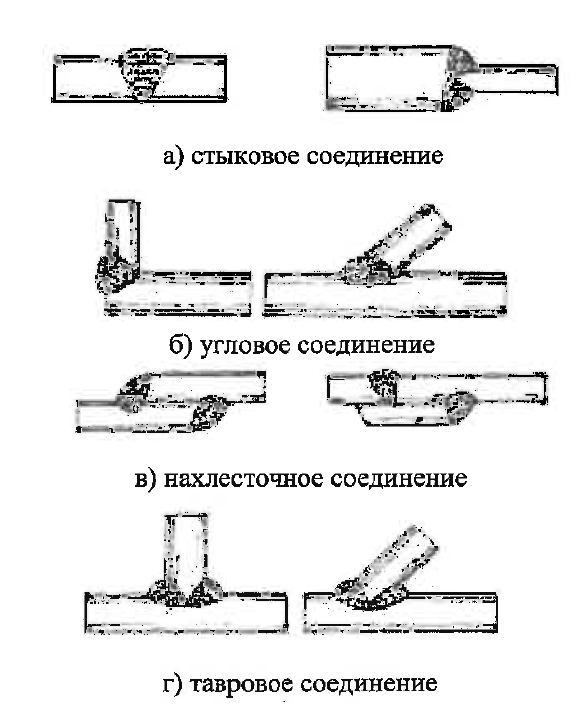
Рисунок 9.8 – Типы сварных соединений
9.7.5.2 Сварка стыковых соединений
Стыковое соединение – это соединение двух деталей их торцевыми поверхностями, которые могут различаться по толщине. Такие соединения получили широкое распространение в машиностроении, при сварке трубопроводов и различных резервуаров.
Особенности сварки таких швов и подготовки кромок под сварку определяется толщиной основного металла. При толщине до 6 мм кромки не требуют особой подготовки, надо обеспечить только постоянство зазора на всем протяжении сварного шва. Для равномерного расплавления кромок электроду сообщается поперечное колебательное движение. Основной трудностью сварки стыкового соединения является правильное формирование обратной стороны шва.
9.7.5.3 Сварка угловых соединений
Угловое соединение представляет собой соединение двух плоскостей, которые находятся под углом друг к другу. Особенно широко такие соединения применяются в строительстве
Объем шва для заполнения наплавленным металлом представляет собой двугранный угол, образованный поверхностями соединяемых элементов. Кромки углового шва несимметричны в отношении отвода тепла: одна из кромок отводит тепло примерно в два раза интенсивнее, чем другая, которая нагревается значительно быстрее. Наибольшие трудности представляет выполнение первого слоя, обеспечение полного провара, т.е. расплавление вершины угла.
По очертанию швы делят на усиленный, нормальный и ослабленный. Эти термины относятся к геометрической форме и не связаны с его прочностью. Очертание шва определяется материалом электродов, в зависимости от поверхностного натяжения расплавленного металла.
С помощью угловых швов получают два вида сварных соединений: нахлесточные и тавровые (см. ГОСТ 2601).
Нахлесточный шов – соединение, в котором один лист металла накладывается на другой, частично перекрывая его. Такие швы есть в конструкциях различных ферм, мачт, резервуаров.
Тавровый шов – это соединение, в котором торец одного изделия приваривается к боковой поверхности другого изделия (элемента). Схематично такое соединение имеет вид буквы «Т». Также, как и в угловом соединении, тавровое предполагает соединение как под прямым углом, так и любым другим углом.
9.7.5.4 Режимы ручной электродуговой сварки плавящимся электродом
Режимы сварки зависят от многих факторов – размеров изделия, формы сварных швов, пространственного положения и др. Преимущественно режимы сварки определяются типом и диаметром электрода, и величиной сварочного тока. Диаметр электрода колеблется от 2 до 7 мм, и применяются для следующих толщин сталей, приведенных в таблице 9.1.
Таблица 9.1 – Показатели электрода
| № п/п | Показатель | Значение | ||||
| Толщина стали, мм | От 1 до 2 | От 3 до 5 | От 6 до 11 | От 12 до 24 | 25 и более | |
| Диаметр электрода, мм | От 1,6 до 2 | От 2,5 до 3 | От 4 до 5 | От 5 до 6 | От 6 и более |
При толщинах металла свыше 6 мм швы выполняются в несколько слоев (проходов). По принятому диаметру электрода подбирают сварочный ток.
Дата добавления: 2021-05-28; просмотров: 731;
Поиск по сайту
Узнать еще
- II. Соединения позвонков
- IP как протокол без установления соединения
- IV. Конденсация фенолов с другими органическими соединениями
- Азотсодержащие органические соединения
- АЗОТСОДЕРЖАЩИЕ СОЕДИНЕНИЯ
- Аллотропия. Химические соединения и смеси.
- Анкерные упоры; 2 - плиты струнобетонного покрытия; 3 - швы расширения; 4 - продольные швы между захватками; 5 - песчаное основание; 6 - подшовные плиты
- Ароматические диазосоединения

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
