Нагрев металла дугой
Интенсивность нагрева металла дугой определяется в первую очередь мощностью дуги. Она зависит и от ряда других факторов, таких, как род и полярность тока, материал электрода, расположение дуги по отношению к металлу и др. Не вся мощность дуги используется для нагрева металла, неизбежны потери мощности на излучение, теплообмен с окружающей средой, потери вместе с испаряющимся и разбрызгиваемым металлом, на нагрев шлаков и т. д.
Электрод прогревается по всему объему, в основном, за счет проходящего по электроду тока.
При перемещении дуги по линии образуется валик. Сечение валика характеризуется глубиной расплавления «h» высотой валика «Н», шириной валика «Ь» и площадью поперечного сечения. Отношения b/Н и b/h - важные характеристики сечения, которые меняются в пределах от 2 до 8. Общий вид наплавления металла приведен на рисунке 9.7.
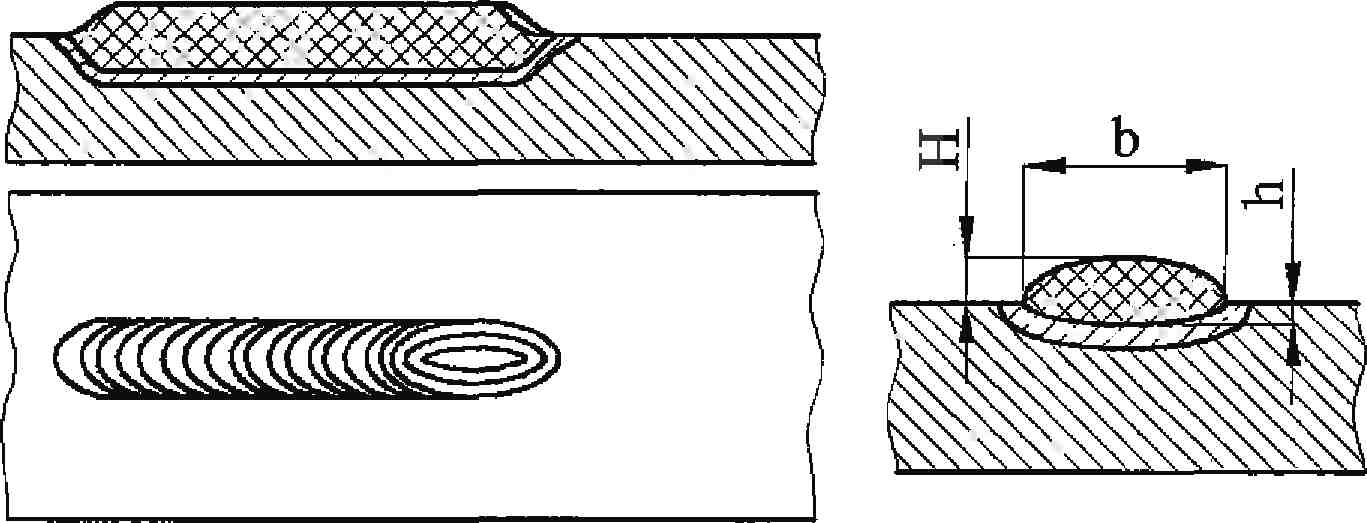
Н – высота валика
h – глубина расплавления
b – ширина валика
Рисунок 9.7 – Наплавление металла
Вследствие быстроты охлаждения наплавленный металл бывает засорен неметаллическими включениями и газом. Вследствие значительного перегрева металл теряет легко испаряющиеся и окисляющиеся составные части: марганец, углерод и кремний. Вредные примеси (фосфор и сера) практически не выгорают. Металл окисляется и азотируется атмосферным воздухом. Улучшение состава наплавленного металла достигается введением присадок в состав обмазки электродов.
К наплавленному металлу прилегает переходная зона, лежащая между наплавленным металлом и неизмененным основным металлом. Эта зона называется зоной термического влияния. В зоне находится не расплавившийся основной металл, сохранивший свой химический состав, но изменивший свою структуру и механические свойства вследствие термической обработки. Для некоторых сталей свойства металла в зоне нормализации могут быть лучше свойств основного металла, т. е. зона улучшения металла. Для термообрабатываемых сталей, характерным является изменение твердости в зоне влияния соответственно снижение пластичности.
При нарушениях процесса сварки могут возникать различные дефекты валика.
Непровар – образуется при отсутствии сплавления расплавленного и основного металла возникает при неправильном процессе сварки, недостаточном токе, большой скорости движения электрода и т. д.
Подрез – углубление, возникает от неправильного процесса сварки или чрезмерной силы тока.
Трещины – причины их образования - повышенное содержание серы, фосфора и особенно углерода, а также большой сварочный ток и объем жидкой ванны,
Включения – это окислы, шлаки и газовые пузырьки, не успевшие всплыть на поверхность, зависит в основном от скорости затвердевания жидкой ванны.
Дата добавления: 2021-05-28; просмотров: 972;
Поиск по сайту
Узнать еще
- А – обычный, нагреваемый пламенем; б – электрический; в – паяльная лампа
- Аналитический расчет нагревания тяговых двигателей.
- В зависимости от влияния на состояние организма микроклимат подразделяют на: нейтральный, охлаждающий, нагревающий.
- В четырехзвенной схеме учитывают только температуру нагревателя и стенки.
- Влияние нагрева на структуру и свойства деформированного металла: возврат и рекристаллизация
- Влияние пластической деформации на структуру и свойства металла
- Влияние пластической деформации на структуру и свойства металла: наклеп
- Влияние схемы напряженного состояния на пластичность металла

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
