Плавление и перенос металла
В процессе сварки происходят потери жидкого металла вследствие его окисления воздухом и через шлак, а также вследствие испарения и разбрызгивания за пределы ванны. Все эти процессы создают так называемые потери металла на угар и разбрызгивание. Приращение массы изделия в результате сварки, или вес наплавки, равняется весу расплавленного электродного металла за исключением потери на угар и разбрызгивание.
Основная часть электродного металла переходит на изделие в форме капель, причем наблюдаются две формы переноса: крупнокапельная и мелкокапельная или струйная. При крупнокапельном переносе на конце электрода образуется капля жидкого металла, которая быстро увеличивается, затем быстро движется вперед, вытягиваясь по направлению к изделию. При этом происходит или полное замыкание дугового промежутка мостиком жидкого металла, или заметное его укорочение. Затем мостик жидкого металла разрывается так, что большая часть металла остается на изделии, меньшая - на электроде, и дуга приобретает нормальную длину. Процесс повторяется с довольно правильной периодичностью и сопровождается переносом на изделие от 20 до 50 капель в секунду, приблизительно одинакового размера.
Наряду с переносом более или менее крупных капель происходит также перенос очень мелко раздробленного расплавленного жидкого металла - мелкокапельный или струйный перенос.
Металл электрода, попадая в ванну, перемешивается с основным металлом, образуя металл шва. Дутье газов дуги оказывает механическое давление на металл шва и отбрасывает его со дна на поверхность. Общий вид переноса металла приведен на рисунке 9.6.
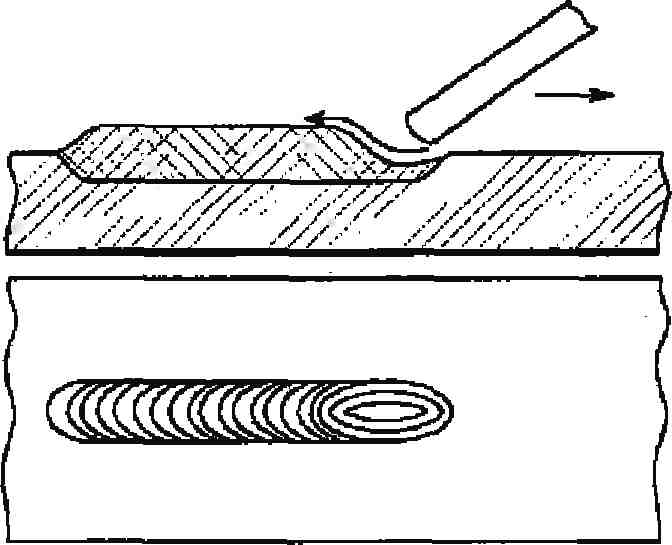
Рисунок 9.6 – Перенос металла
Отбрасывание происходит пульсациями, что придает поверхности наплавленного металла чешуйчатость. Крупнокапельный перенос дает грубую и крупную чешуйчатость, а мелкокапельный - более гладкую и почти не заметную чешуйчатость шва.
Сварка и наплавка металла на изделие возможна как в нижнем положении, когда поверхность изделия горизонтальна и перенос металла с электрода на изделие происходит сверху вниз в направлении действия силы тяжести, так и в вертикальном или в потолочном положении. При потолочном положении сварки расплавленный металл должен переноситься с электрода в ванну снизу-вверх, против направления действия силы тяжести. Возможность вертикальной и в особенности потолочной сварки доказывает, что процесс переноса металла в сварочной дуге не является простым падением капель под действием силы тяжести. Перенос металла всегда происходит от изделий малых размеров к большим.
Дата добавления: 2021-05-28; просмотров: 630;
Поиск по сайту
Узнать еще
- Амортизационные отчисления производятся только до полного переноса стоимости основных фондов на себестоимость продукции.
- Анализ переноса и сопротивления — аналитическая психотерапия как эмоциональный опыт
- Аналогия представляет собой вид умозаключения, в котором знания об одном предмете переносятся на предмет другой природы на основании наличия сходства между ними.
- Аппаратная зависимость и переносимость ОС
- Атрибуции при переносе возбуждения
- В целях рационального использования работниками выходных и нерабочих праздничных дней Правительство Российской Федерации вправе переносить выходные дни на другие дни.
- Взаимодействие (перенос) навыков.
- Виды переноса теплоты

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
