Последовательность выполнения работы
1. Изучите виды токарных работ, режущий инструмент и приспособления для закрепления заготовки по материалам работы 1.1 данного пособия. Ознакомьтесь с элементами технологической системы по демонстрационным стендам.
2. Изучите устройство и назначение токарно-винторезного станка модели 16К20 (см. работу 1.1).
3. Прослушайте вводный инструктаж мастера. Проследите за выполнением на станке учебным мастером следующих токарных работ: точение цилиндрической поверхности, подрезание торца, сверление отверстия, точение канавки и отрезание заготовки.
4. Выполните упражнения по точению цилиндрической поверхности, подрезанию торца, точению канавки и отрезанию заготовки в соответствии с текущим инструктажём учебного мастера.
5. Получите и выполните индивидуальное задание по самостоятельному изготовлению заготовки болта по эскизу и технологической карте, приведённой в таблице 4.2.
Таблица 4.2
Технологическая карта изготовления детали «Заготовка болта»
| Оборудование: токарно-винторезный станок модели 16К20 | Размер, мм | Номер варианта | |
| Эскиз детали: «Заготовка болта» | |||
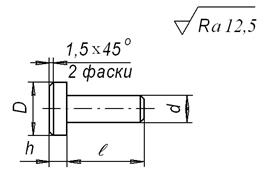 Заготовка – пруток.
Материал: сталь Ст 3.
Заготовка – пруток.
Материал: сталь Ст 3.
| D | 20-0,3 | 22-0.3 |
| d | 10-0,2 | 12-0,2 | |
| ℓ | 50+0,4 | 50+0,4 | |
| h | 7-0,3 | 8-0,3 | |
| Диаметр заготовки | ________ (измеряется при получении задания) |
| № пе-рехода | Содержание перехода | Эскиз перехода | Режущий инструмент | Режим резания | Измерительные инструменты |
| Установить и закрепить заготовку. | 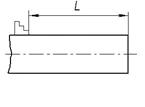
| Линейка, 0–100 мм. | |||
| Подрезать торец «как чисто». | 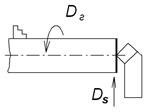
| Резец проходной отогнутый | t = 1‑2 мм, n = 350 об/мин, подача – ручная |
Продолжение табл. 4.2
| Точить поверхность, выдерживая размеры ØD и длину l + h + 6 мм. | 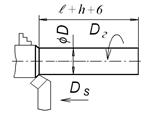
| Резец проходной | t = 2 мм, n = 350 об/мин, Sо = 0,12 мм/об, число рабочих ходов – i | Штангенциркуль, 0–160 мм. | |
| Точить поверхность, выдерживая размеры Ød и l. | 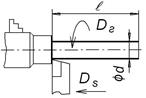
| Резец проходной упорный | t = 2 мм, n = 350 об/мин, Sо = 0,12 мм/об, число рабочих ходов – i | Штангенциркуль, 0–160 мм. | |
| Точить фаску 1,5 × 450. | 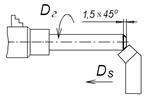
| Резец проходной отогнутый | n = 350 об/мин; подача – ручная | Штангенциркуль, 0–160 мм | |
| Отрезать заготовку, выдерживая размер h + 1 мм. | 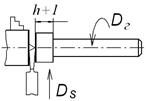
| Резец отрезной | n = 250 об/мин, подача – ручная | Штангенциркуль, 0–160 мм. | |
| Раскрепить и снять пруток, переустановить и закрепить заготовку. | 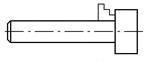
|
Окончание табл. 4.2
| Подрезать торец, выдерживая размер h | 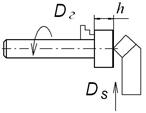
| Резец проходной отогнутый | t = 1 мм, n = 355 об/мин, подача – S0 = 0,12 мм/об | Штангенциркуль, 0–160 мм. | |
| Точить фаску 1,5 × 450 | 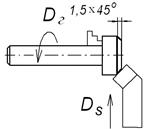
| Резец проходной отогнутый | n = 350 об/мин; подача – ручная | Штангенциркуль, 0–160 мм | |
| Раскрепить и снять заготовку. |
6. Измерьте размеры изготовленной детали, сдайте готовую продукцию учебному мастеру и прослушайте его итоговый инструктаж.
7. Выполните отчёт в соответствии с индивидуальным заданием.
Содержание отчёта
1. Название работы.
2. Номер, формулировка и исходные данные индивидуального задания (см. таблицу 4.2).
Задание: «Указать основные характеристики станка 16К20, описать последовательность изготовления детали, привести данные о параметрах режима резания и технологической оснастке, записать результаты измерения размеров изготовленной детали».
3. Характеристика станка 16К20: наименование, модель, технологические возможности, части и узлы станка.
4. Виды движений узлов станка (в виде таблицы 4.3).
5. Эскиз изготавливаемой детали «Заготовка болта» (по таблице 4.2).
6. Последовательность обработки заготовки.
Даётся в виде перечня переходов, записываемых по форме таблицы 4.2.
Таблица 4.3
Узлы станка и размерность скорости их движений
| № п/п | Движущийся узел | Вид движения резания | Назначение движения | Размерность скорости движения |
Примечания. 1. Виды движения резания: вращательное, поступательное (продольное, поперечное). 2. Назначение движения: главное движение, движение подачи.
7. Эскиз технологического перехода с указанием получаемого размера и шероховатости поверхности (даётся по заданию преподавателя).
8. Перечень применяемых при выполнении технологического перехода приспособлений, режущих и измерительных инструментов.
9. Результаты контроля размеров изготовленной детали, представленные в форме таблицы 4.4.
Таблица 4.4
Результаты измерения детали «Заготовка болта»
| Размер | D, мм | d, мм | L, мм | h, мм |
| по чертежу | ||||
| действительный |
10. Выводы.
Дата добавления: 2021-05-28; просмотров: 591;
Поиск по сайту
Узнать еще
- Cпецифика логопедической работы в остром периоде
- H. Разработка мер по повышению качества работы органа здравоохранения
- I. Определение условий выполнения рукописи.
- II раздел. Организация работы логопеда в группе для детей с ОНР
- II. Научность, систематичность и последовательность обучения.
- IV. Выполнение работы
- IV. Выполнение работы
- IV. Выполнение работы

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
