Характеристики и маркировка шлифовального круга
Шлифовальный круг представляет собой твёрдое тело, в котором абразивные зёрна равномерно распределены по объёму и соединены в единый режущий инструмент с помощью связующего материала (связки). Кроме того структурными элементами круга являются наполнитель и воздушные поры.
Наполнители используют для улучшения эксплуатационных свойств шлифовальных кругов. По выполняемым функциям различают следующие виды наполнителей: антифрикционные (выполняют смазочные функции), теплопроводящие (увеличивают отвод тепла из зоны резания в круг), активирующие (интенсифицируют разрушение материала заготовки), упрочняющие (повышают твёрдость и прочность круга), образующие поры (выгорают при обжиге круга и оставляют крупные поры).
Воздушные поры круга исполняют функцию стружечных канавок на рабочей поверхности. Они также могут служить каналами для подвода смазочно-охлаждающей жидкости к зоне резания через инструмент.
Информация об изготовителе, составе, форме, марке абразивного материала, размерах и свойствах круга (зернистости, твёрдости, структуре круга, его связке и точности) в своей совокупности называется характеристикой круга. Характеристику в закодированном виде при диаметре круга более 100 мм маркируют на одной из его поверхностей. Для кругов с диаметрами менее 40 мм маркировку наносят на этикетки, наклеенные на упаковочную тару. На круги диаметром от 40 до 100мм маркировку наносят в сокращённом виде. На кругах, предназначенных для шлифования с высокими скоростями, дополнительно наносят цветные полосы на торце круга: жёлтую — для скорости 60 м/с; красную — для скорости 80 м/с; зелёную — для скорости 100 м/с; зелёную и синюю — для скорости 125 м/с.
Круги с разными характеристиками обладают разными эксплуатационными свойствами. Правильный выбор круга является необходимым условием успешного шлифования.
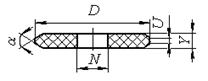
Тип круга. В ГОСТ 2424‑83 предусмотрено 18 типов кругов, согласующихся с международными стандартами. В таблице 1.22 показаны основные типы кругов, обозначения их размеров и области применения. Выбор типа и размеров круга зависит от формы заготовки и шлифуемой поверхности, типа и модели станка.
Таблица 1.22
Примеры абразивных кругов разных форм
| Форма круга | Вид шлифования | |
| Эскиз | Название | |
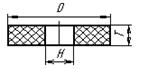
| Круг прямого профиля | Круглое наружное, бесцентровое, внутреннее, плоское. |
| Круг с коническим профилем | Зубошлифование, заточка режущего инструмента. |
| Круг с двухсторонним коническим профилем | Резьбошлифование. |
| Круг прямого профиля с односторонней выточкой | Круглое наружное, бесцентровое, внутреннее, плоское. |
| Круг чашечный цилиндрический | Плоское, торцовое. |
| Круг чашечный конический | Плоское, торцовое, заточка режущих инструментов. |
Окончание табл. 1.22
| Форма круга | Вид шлифования | |
| Эскиз | Название | |
| Круг тарельчатый | Зубофрезерование, заточка режущих инструментов. |
Материал абразивных зёрен. Для производства зёрен шлифовальных кругов используют:
— традиционные абразивы – электрокорунд и карбид кремния;
— микрокристаллический корунд, полученный по специальной химической технологии;
— сверхтвёрдые материалы – алмаз и кубический нитрид бора (эльбор). Круги с алмазными и эльборовыми зёрнами отличаются по типу и формам от кругов, представленных в таблице 1.22. Они также имеют иные, чем круги с традиционными абразивами, обозначения.
Материал абразивных зёрен выбирают в зависимости от вида, марки, свойств обрабатываемого материала и от вида операции шлифования: черновая, чистовая или отделочная.
Электрокорунд.Основу электрокорунда, выплавляемого в электропечах, составляет оксид алюминия Аl2О3. Электрокорундовые материалы используют для шлифования всех марок сталей как незакалённых, так и закалённых до высокой твёрдости.
В зависимости от химического состава электрокорунды подразделяют на следующие виды:
электрокорунд нормальный, марки: 14А, 15А, А, NK. Нормальный электрокорунд обладает повышенной прочностью при шлифовании с ударными нагрузками;
электрокорунд белый,марки: 25А, 38А, 42А, 98А, Е. Этот вид электрокорунда химически более чистый, чем нормальный электрокорунд, к тому же он характеризуется более острыми, но более хрупкими зёрнами;
электрокорунд хромистый,марки: 32А, 33А, 34А. Хромистый электрокорунд легирован хромом и выпускается в нескольких разновидностях: розовый (содержание хрома менее 0,5 %, марки 57А, 88А, EKd) и рубиновый (содержание хрома 2–3 %, марки26А, 68А, 86А). Обладает повышенной ударной прочностью, что позволяет применять его при интенсивных режимах шлифования;
электрокорунд хромтитанистый,выпускаемыйс марками 92А, 95А, легирован хромом и титаном; этот вид электрокорунда обладает повышенной ударной прочностью и стойкостью по отношению к хромистому электрокорунду;
электрокорунд циркониевый,марки: 28А, ZF, ZS. Прочность легированного цирконием электрокорунда в 5–10 раз больше, чем прочность других видов электрокорундов. Круги из этого материала применяют при силовом обдирочном шлифовании проката, отливок, поковок;
монокорунд,марки: 43А, 44А, 45А, 29, 67А. Зёрна монокорунда отличаются по форме от других видов электрокорунда тем, что представляют собой монокристаллы с гладкими гранями и острыми вершинами.
Микрокристаллический корунд.Этот вид абразивного материала выпускают с марками SG и «Кубитрон». Зёрна микрокристаллического корунда состоят из субмикрокристаллов с размером менее 1 мкм (для сравнения — зерно электрокорунда состоит из кристаллов с размерами 5–20 мкм). В отличие от электрокорунда износ зёрен микрокристаллического корунда происходит не образованием площадки износа, а выкрашиванием микрокристаллов с образованием новых острых вершинок. Это обеспечивает длительное сохранение высокой режущей способности инструмента и увеличение его стойкости между правками, в 7–9 раз меньший износ круга, более высокую производительность. Вместе с тем, этот материал значительно дороже традиционных электрокорундов.
Карбид кремния SiC является более твёрдым, но и более хрупким абразивным материалом, чем электрокорунд. Его зерна выдерживают меньшие ударные нагрузки, что ограничивает область его применения как по обрабатываемым материалам, так и по режимам шлифования. К разновидностям карбида кремния относят: зелёный карбид кремния (марки 64С, C, SC, 37C) и чёрный карбид кремния (марки 54С, GC, 1C, 39C). Их различают по цвету материала.
Карбид кремния используют при шлифовании титановых сплавов, твёрдых сплавов, серого чугуна, цветных сплавов на основе меди и алюминия. Шлифование сталей абразивом из карбида кремния возможно лишь при лёгких режимах. Области применения обоих видов карбида кремния отличаются незначительно: чёрный карбид кремния позволяет шлифовать на более интенсивных режимах, зелёный — обеспечивает меньшую шероховатость поверхности и лучшую режущую способность на менее производительных режимах.
Сверхтвёрдые материалы (суперабразивы).К суперабразивам относят два наиболее твёрдых абразивных материала: алмаз как синтетический (АС), так и природный (А) и кубический нитрид бора (второе распространённое название — эльбор).
Алмаз является наиболее твёрдым из всех известных материалов, однако имеет низкую теплостойкость (~ 650 °С) и при высокой температуре в зоне шлифования активно реагирует с железом. Эти недостатки не позволяют эффективно применять алмазные круги для шлифования основного машиностроительного материала — сталей.
Для изготовления шлифовальных кругов используют синтетические алмазы (марки АС4, АС6, АС15, АС20, АС32) и природные алмазы (марки А3...А5). Увеличение цифрового индекса в марке означает повышение прочности алмазных зёрен.
В машиностроении алмазные круги применяют в инструментальном производстве для шлифования и заточки твёрдосплавного режущего инструмента, для шлифования твёрдосплавных деталей: пуансонов и матриц, штампов и пресс-форм, прокатных валков, калибров, фильер. Алмазные круги обеспечивают высокие показатели производительности и качества обработанной поверхности при шлифовании технической керамики, твёрдых и хрупких магнитных материалов, чугунов, а также при обработке абразивных инструментов, режущих пластин из композитов на основе кубического нитрида бора и алмаза.
Эльбор (марки ЛО, ЛП, ЛКВ40, ЛКВ50, ЛКВ40М, ЛКВ50М) имеет алмазоподобную кристаллическую решётку, по твёрдости уступает только алмазу. Буква «М» в маркировке абразива означает, что его зёрна металлизированы для лучшего соединения с металлической или органической связкой.
По теплостойкости эльбор вдвое превосходит алмаз. В отличие от алмаза этот материал химически инертен и не взаимодействует с материалом заготовки (сталями и сплавами) при шлифовании. Использование шлифовальных кругов из эльбора способствует значительному повышению производительности, точности и качества обработанных поверхностей деталей на разных операциях шлифования, позволяет шлифовать сложнолегированные стали (нержавеющие и жаропрочные), твёрдые инструментальные сплавы и быстрорежущие стали, износостойкие покрытия в широком диапазоне режимов шлифования.
Наиболее широко инструменты из эльбора применяют в автомобильной, подшипниковой, авиационной промышленности, в станкостроении и в инструментальном производстве предприятий при изготовлении и заточке инструментов.
Зернистость порошковых абразивных материалов.Под «зернистостью» понимают условное числовое обозначение, характеризующее размер абразивных зёрен основной фракции порошка.
Используемые для изготовления кругов порошковые абразивные материалы по размеру зёрен подразделяют на фракции (диапазоны размеров). Фракцию, содержащую наибольшее количество (% по массе) зёрен, называют основной. Абразивные материалы в соответствии с ГОСТ 3647‑80 делят на следующие группы: шлифзерно — размер зёрен основной фракции находится в пределах от 2000 до 160 мкм (зернистости 200, 160, 125, 100, 80, 63, 50, 40, 32, 25, 20, 16); шлифпорошки — от 125 до 40 мкм (зернистости 12, 10, 8, 6, 5, 4); микрошлифпорошки (в дальнейшем «микропорошки») — от 63 до 3 мкм (зернистости М63, М50, М40, М28, М20, М14, М10, М7, М5, М3).
Числовое значение зернистости шлифовального круга, изготовленного из шлифзёрен и шлифпорошков соответствует максимальному размеру зёрен основной фракции, измеренному в сотых долях миллиметра. Для группы микропорошков это число равно наибольшему размеру частиц основной фракции в микрометрах (на это же указывает индекс «М»). Так, зернистость порошка М20 указывает, что наибольший размер частиц основной фракции составляет 20–14 мкм.
Зернистость алмазных и эльборовых материалов указывают в виде дроби, в которой числитель соответствует наибольшему размеру, а знаменатель — наименьшему размеру зёрен основной фракции в микрометрах.
Выбор зернистости круга осуществляют с учётом толщины снимаемого припуска и требуемой шероховатости. Учитывают также вид используемой связки. Круги зернистостью 63 и более применяют при обдирочном шлифовании и отрезке, при этом особые требования к шероховатости обработанной поверхности не задаются.
В таблице 1.23 приведены данные о взаимосвязи зернистости кругов и шероховатости шлифованных поверхностей деталей, изготовленных из закалённых сталей и обработанных кругами с керамической связкой. Для прецизионного шлифования с получением шероховатости Ra менее0,12 мкм применяют круги из микропорошков зернистостью М28...М14. При использовании кругов на органической связке зернистость круга увеличивают на один номер. При шлифовании незакалённых сталей и цветных сплавов следует использовать круги на один — два номера зернистости меньше.
Таблица 1.23
Зависимость шероховатости поверхности закалённой стали от зернистости круга
| Параметр шероховатости, Ra, мкм | Зернистость круга |
| 2,5–1,25 | 50; 40 |
| 0,80–0,50 | 32; 25 |
| 0,40–0,30 | 20; 16 |
| 0,30–0,16 | 12; 10 |
| 0,12–0,10 | 6…М28 |
| 0,10–0,08 | М28…М14 |
Твёрдость кругахарактеризует способность связки удерживать абразивные зёрна от вырывания их с рабочей поверхности круга в процессе шлифования под действием силы резания.
По степени твёрдости различают круги: мягкие (М1, М2, М3); среднемягкие (СМ1, СМ2); средние (С1, С2); среднетвёрдые (СТ1, СТ2, СТ3); твёрдые (Т1, Т2); весьма твёрдые (ВТ1, ВТ2) и чрезвычайно твёрдые (ЧТ1, ЧТ2).
Твёрдость круга выбирают в зависимости от свойств обрабатываемого материала, припуска на обработку и жёсткости шпиндельного узла станка. При назначении твёрдости учитывают следующее основное правило: чем твёрже обрабатываемый материал, тем мягче должен быть круг. Это правило не распространяется на весьма мягкие и вязкие материалы и сплавы (алюминий, медь, свинец, латунь и др.). Их лучше обрабатывать мягкими кругами (М1, М2, М3). Рекомендации по выбору твёрдости круга для основных видов шлифовальных работ приведены в таблице 1.24.
Таблица 1.24
Обобщённые рекомендации по выбору твёрдости круга
| Вид шлифования | Твёрдость круга |
| Круглое наружное: врезанием | С1…СТ1 |
| с продольной подачей | СМ2…СТ1 |
| Внутреннее | С1…СТ1 |
| Плоское, периферией круга | М3…СМ2 М2…М3 |
| Зубошлифование: модуль менее 3 мм модуль более 3 мм | М3…СМ2 М2…М3 |
| Резьбошлифование: шаг резьбы: от 0,5 до 1,0 мм свыше 1,0 до 1,5 мм свыше 1,5 до 2,0 мм более 3 мм | СТ1…СТ3 С2…СТ1 СМ2…С2 СМ1…СМ2 |
| Заточка инструмента: из твёрдого сплава: черновая обработка чистовая обработка | М2…СМ1 СМ1…СМ2 |
| из быстрорежущей стали: черновая обработка чистовая обработка | М3…СМ1 СМ1…СМ2 |
Связка шлифовального круга.Назначение связки состоит в соединении зёрен абразивного материала в единое целое тело, сохранение формы круга, удерживание зёрен при шлифовании от вырывания с поверхности круга, предотвращение разрыва круга центробежными силами и силами резания. В производстве шлифовальных кругов используют керамические, органические и металлические связки.
Вид и марку связки выбирают, исходя из назначения операции шлифования, формы и шероховатости обрабатываемой поверхности (профильная, прерывистая), требуемой точности размеров.
Керамические связкиобладают высокой прочностью, обеспечивая шлифование при скорости резания до 80 м/с. Связки этой группы характеризуются высокой прочностью их соединения с абразивными зёрнами, поскольку при изготовлении круга образуются химические соединения материалов связки и зёрен. Керамические связки отличаются высокой жёсткостью, что обеспечивает высокую точность размеров и формы изготовленных деталей. Кроме того, они дают возможность изменения пористости круга в широких пределах.
Достоинствами керамических связок являются также устойчивость к воздействию воды и веществ, содержащихся в смазочно-охлаждающей жидкости, низкая склонность к адгезии с обрабатываемым материалом, высокая теплостойкость. Названный комплекс положительных свойств обусловил их широкое применение при обработке заготовок из широкого перечня материалов и для разных видов шлифования.
Негативными свойствами керамических связок являются хрупкость и низкая теплопроводность. Из-за хрупкости керамические связки не рекомендуется использовать при грубом шлифовании поверхностей с неравномерным припуском, при интенсивном шлифовании прерывистых поверхностей, при значительных изгибающих нагрузках, например, при разрезании заготовок тонкими кругами высотой менее 3–4 мм и вышлифовке винтовых стружечных канавок.
Органические связкиизготавливают на основе фенольных, эпоксидных, полиамидных смол, а также каучука. В кругах из традиционных абразивов широко применяют бакелитовую, вулканитовую, глифталевую и эпоксиднокаучуковую связки.
Органические связки обладают высокой прочностью. От керамических связок они отличаются упругостью, а в ряде случаев эластичностью. Упругость связок позволяет использовать круги на их основе для грубого шлифования заготовок с неравномерным припуском, а при использовании наиболее эластичных связок (глифталевой, эпоксиднокаучуковой) — для прецизионного шлифования с получением шероховатости Ra до 0,l мкм. Пористость кругов на органических связках значительно ниже, чем на керамических.
Недостатком органических связок является низкая теплостойкость (180–220 °С) и низкая устойчивость при воздействии воды и щелочей, содержащихся в смазочно-охлаждающей жидкости.
Металлические связки применяют для кругов из сверхтвёрдых абразивных материалов: алмаза и кубического нитрида бора.
Некоторые рекомендации по применению различных групп связок приведены в таблице 1.25.
Таблица 1.25
Связки для изготовления абразивных кругов
| Вид, марка связки | Область применения |
| Керамические: | |
| К5, К15, К20 | В кругах из электрокорунда. |
| К43 | В кругах из электрокорунда для высокоскоростного (υ = 60–80 м/с) шлифования. |
| К3, К10 | В кругах из карбида кремния для шлифования со скоростью резания 35 м/с (марка КЗ) и 45 м/с (марка К10). |
| Органические: бакелитовая (Б) | Для шлифования заготовок с неравномерным припуском, прерывистых поверхностей, для отрезных кругов (υ менее 70 м/с). |
| вулканитовая (В) | Для отрезных кругов, для прецизионного шлифования, для ведущих кругов при бесцентровом шлифовании (υ менее 70 м/с). |
| глифталевая (Гл) | Для прецизионного шлифования с получением шероховатости Ra до 0,1 мкм (υ менее 50 м/с). |
| эпоксидно-каучуковая (Э) | Для прецизионного шлифования цветных сплавов и полимеров. |
Структура абразивного инструмента.Структура абразивного инструментахарактеризует соотношение объёмов, занимаемых в круге абразивными зёрнами, связкой и порами. Эта характеристика инструмента регламентируется номером структуры. Различают плотные (1–4), средние (5–8), открытые (9–12) и высокопористые (13–18) структуры. Чем выше номер структуры, тем меньше режущих абразивных зёрен находится на рабочей поверхности инструмента, но тем лучше условия для размещения стружки в его порах и подвода смазочно-охлаждающей жидкости через них к зоне резания. При более открытой структуре создаются благоприятные условия для микрорезания абразивными зёрнами и размещения микростружки, что повышает стойкость абразивного инструмента.
Структуру круга выбирают в зависимости от марки обрабатываемого материала и значения припуска. Выбор номера структуры зависит также от вида шлифования, характера обрабатываемой поверхности и типа связки. Круги на керамической связке изготавливают, в основном, со структурами 5–8; круги на бакелитовой связке — со структурами 1–4. Структуры 5–6 в большинстве случаев используют для круглого наружного и бесцентрового шлифования. Структуры 7–8 реализуют при плоском и внутреннем шлифовании, при шлифовании зубчатых колёс и резьбошлифовании.
Крупнозернистые круги плотных структур (1–4) на бакелитовой и вулканитовой связках применяют при обдирочном шлифовании и отрезке, а также в качестве ведущих кругов для бесцентрового шлифования.
У алмазных кругов и у кругов из кубического нитрида бора структуру определяют относительной процентной концентрацией (25, 50, 75, 100, 125, 150 %), которая характеризует долю объёма абразивного слоя круга, занимаемую алмазными зёрнами или зёрнами эльбора. Например, под стопроцентной концентрацией понимают, что абразивные зёрна занимают всего 25 % объёма алмазосодержащего слоя, а остальной объём приходится на связку, поры и наполнители.
Классы точности шлифовальных кругов.В зависимости от требований к точности размеров и формы кругов из традиционных абразивов в ГОСТ 2424‑83 установлены следующие классы точности: АА, А и Б.
Допуски на размер посадочного отверстия, смещение оси отверстия, плоскостность и параллельность торцовых поверхностей для кругов класса АА в 1,3–2,0 раза меньше, чем для кругов класса А, и в 1,5–3,0 раза меньше, чем для кругов класса Б. При использовании более точных кругов время на их правку при установке на станок значительно сокращается.
Для высокоскоростного шлифования (υ = 60 м/с и более) следует применять только круги класса точности АА.
Для операций шлифования наиболее точных и ответственных деталей следует использовать круги классов точности АА и А. Круги класса Б используют при шлифовании деталей, к точности и качеству поверхности которых не предъявляют высоких требований.
Примеры маркировки традиционных абразивных и суперабразивных (алмазного и эльборового) кругов показаны на рисунке 1.52.
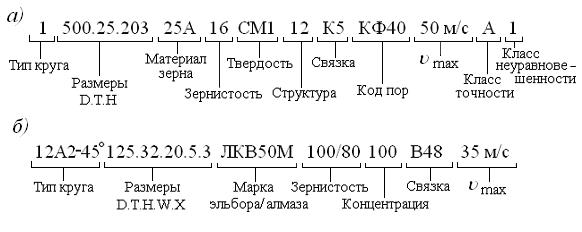
Рис. 1.52. Примеры характеристик кругов: а) — из традиционных абразивов; б) — из суперабразивов (алмазных и эльборовых)
Дата добавления: 2021-05-28; просмотров: 1579;
Поиск по сайту
Узнать еще
- II. Основные характеристики микроскопа.
- III. Биогеохимические циклы элементов и веществ (на примере основных биогенных элементов: углерод, азот, фосфор) и их количественные характеристики.
- III. Характеристики основных классов загрязняющих веществ в водной среде.
- SWOT- анализ: характеристики при оценке сильных, слабых сторон компании, ее возможностей и угроз
- XXVII. ОБЩИЕ ХАРАКТЕРИСТИКИ ГРИБОВ
- А.2 Виды адсорбентов и их характеристики
- Активная мощность и угловые характеристики генератора
- Акустические характеристики устной речи

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
