Устройство плоскошлифовального станка 3Г71М
Плоскошлифовальный станок 3Г71М (рис. 1.50) предназначен для шлифования на заготовках плоскостей, открытых прямолинейных пазов и уступов.
Основными узлами станка являются станина 1 с вертикальной стойкой 9, поперечный стол 2, продольный стол 3 и шлифовальная головка 7, несущая шпиндель со шлифовальным кругом 6. Станок оснащён насосной станцией 12 для подачи в зону обработки смазочно-охлаждающей жидкости (СОЖ) и очистки поверхности заготовки. В состав насосной станции входят отстойник и магнитный сепаратор для очистки СОЖ от продуктов разрушения абразивного круга и стружки.
Главным движением резания Dг на станке является вращение шпинделя с постоянной частотой n = 2740 об/мин. Продольная подача  , м/мин, осуществляется возвратно-поступательным движением стола 3, а поперечная подача
, м/мин, осуществляется возвратно-поступательным движением стола 3, а поперечная подача  , мм/ход, реализуется прерывистым поступательным движением поперечного стола 2. Движения подач столов станка 2 и 3 осуществляются с помощью гидропривода. Перемещения поперечного и продольного столов можно осуществлять автоматически (от гидропривода) или вручную маховичками Р1 и P2.
, мм/ход, реализуется прерывистым поступательным движением поперечного стола 2. Движения подач столов станка 2 и 3 осуществляются с помощью гидропривода. Перемещения поперечного и продольного столов можно осуществлять автоматически (от гидропривода) или вручную маховичками Р1 и P2.
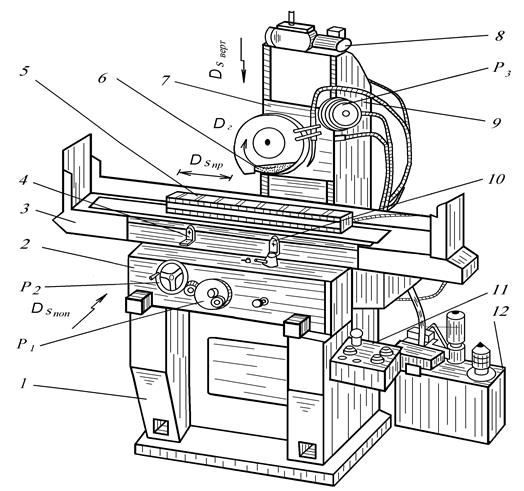
Рис. 1.50. Плоскошлифовальный станок модели 3Г71М
Вертикальное перемещение шлифовальной головки 7 в направлении к заготовке выполняется вручную с помощью маховичка Р3 и использования нониуса с ценой деления 0,001 мм. Перемещение шлифовальной головки вверх для сокращения затрат времени при переналадках станка выполняется ускоренно с помощью электродвигателя 8.
Станок предназначен для выполнения чистового шлифования и обеспечивает высокое качество обработанных поверхностей. Для получения малой высоты шероховатости и исключения волнистости обработанной поверхности на станке предусмотрен ряд конструкторских решений, снижающих вибрации во время шлифования. В кинематической цепи электродвигатель — шпиндель исключены промежуточные механизмы, а ротор асинхронного двигателя главного движения резания смонтирован непосредственно на шпинделе станка. В приводах подач механические передачи заменены гидравлическими, не возбуждающими вибраций. Шлифовальный круг закрепляют на шпинделе с помощью оправки, конструкция которой позволяет производить балансировку круга и исключить вибрации, вызываемые несовмещением центра массы круга с осью вращения шпинделя.
Гидропривод станка обеспечивает бесступенчатое изменение продольной подачи в пределах Sпр = 5–20 м/мин и ступенчатое изменение поперечной подачи в пределах Sпоп = 0,3–4,2 мм/ход стола. Реверс продольного стола 3 выполняется автоматически по командам от упоров 4 и 10, расстояние между которыми устанавливают при наладке длины хода стола.
Для закрепления ферромагнитных заготовок (конструкционные стали, чугуны) в комплекте станка предусмотрена электромагнитная плита 5. При её включении заготовка притягивается к плите, а возникающие в контакте «заготовка – плита» силы трения удерживают её в процессе шлифования. Для надёжного закрепления опорная поверхность заготовки должна быть плоской и предварительно обработанной.
Включение и выключение систем станка осуществляют кнопками и тумблерами, расположенными на пульте управления 11.
Дата добавления: 2021-05-28; просмотров: 1804;
Поиск по сайту
Узнать еще
- А) Назначение и устройство
- А.7 Устройство и принципы действия адсорбционных аппаратов
- Автоматизированные системы управления металлорежущими станками.
- Административно-территориальное устройство государства
- Административно-территориальное устройство и национальная автономия в КНР
- Административно-территориальное устройство РФ.
- АППАРАТНОЕ УСТРОЙСТВО КОМПЬЮТЕРА
- Арифметико-логическое устройство

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
