Методика проведения работы
В лабораторной работе предусмотрено изучение устройства станка и проведение эксперимента, по результатам которого оценивается точность размеров диаметров и шероховатость поверхности отверстий в обработанной заготовке после сверления, зенкерования и развёртывания. Для обеспечения возможности визуального осмотра обработанных поверхностей и упрощения измерения параметров шероховатости заготовку изготавливают из двух образцов 1 и 2 (рис. 1.26).
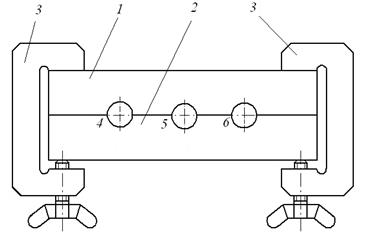
Рис. 1.26. Заготовка для проведения эксперимента
При установке на станок эти образцы жёстко скрепляют между собой с помощью двух струбцин 3. Удерживаемую струбцинами заготовку закрепляют в машинных тисках на столе станка.
Первое отверстие в заготовке-образце (поз. 4, рис. 1.26) получают сверлением, второе (поз. 5) — сверлением и зенкерованием. Третье отверстие (поз. 6) сверлят, а затем зенкеруют и развёртывают. По окончании обработки заготовку со струбцинами снимают со станка, очищают отверстия от стружки и грязи и измеряют нутромером полученные диаметры.
Нутромер является измерительным прибором относительного измерения. Перед экспериментом его настраивают «на ноль» по отверстию в эталонном кольце с известным значением диаметра отверстия Dэ. Диаметр контролируемого отверстия на образце Dк вычисляют по формуле:
Dк = Dэ + C, (1.14)
где С — показание на шкале нутромера, зафиксированное при измерении контролируемого отверстия.
Погрешностью обработки Δ будем считать разность между диаметром Dк контролируемого отверстия и диаметром последнего использованного при обработке отверстия инструмента Dи:
Δ= Dк – Dи. (1.15)
Достигнутый при обработке квалитет точности диаметра отверстия можно определить, сопоставив значение вычисленной погрешности с табличными значениями допустимых отклонений отверстий по ГОСТ 25346–89 «Основные нормы взаимозаменяемости. ЕСДП. Общие положения, ряды допусков и основных отклонений». Фрагмент ГОСТ 25346–89 приведён в таблице 1.6.
Таблица 1.6
Допускаемые отклонения размеров отверстий диаметром 18–30 мм
| Отклонения, мкм | Квалитет точности | |||||||
| IT7 | IT8 | IT9 | IT10 | IT11 | IT12 | IT13 | IT14 | |
| Расположение основного отклонения поля допуска – Н | ||||||||
| Верхнее | + 21 | + 33 | + 52 | + 84 | + 130 | + 210 | + 330 | + 520 |
| Нижнее |
Диаметры инструментов Dи измеряют на специальном приспособлении. Оценку шероховатости поверхностей полученных отверстий осуществляют на профилометре MarSurf PS1 (приложение 2), определяя среднее значение трёх измерений высоты шероховатости поверхности по параметру Ra для каждого образца. Все результаты измерений заносят в таблицу 1.7.
Таблица 1.7
Результаты эксперимента
| № п/п | Метод обработки | Dи, мм | Dк, мм | Погрешность обработки, Δ, мм | Квалитет точности диаметра отверстия | Rа, мкм |
| Сверление | ||||||
| Зенкерование | ||||||
| Развёртывание |
Дата добавления: 2021-05-28; просмотров: 570;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
