Назначение и устройство радиально-сверлильного станка
Радиально-сверлильные станки предназначены для выполнения всех видов сверлильных работ на заготовках в условиях единичного и мелкосерийного производств. Станки этого типа характеризуются тем, что совмещение оси обрабатываемого отверстия и режущего инструмента осуществляют на нём перемещением шпинделя станка с инструментом относительно неподвижно закреплённой заготовки. Для этого станок имеет подвижную шпиндельную бабку, в которой закрепляют инструмент, а также механизмы, обеспечивающие вращение и движение подачи шпинделя.
На рисунке 1.24 представлен общий вид радиально-сверлильного станка. Станок имеет фундаментную плиту 1 с закреплённой на ней колонной 2. На колонну надета поворотная гильза 3, с которой соединена траверса 4. По горизонтальным направляющим траверсы перемещают шпиндельную головку 7, в которой расположены коробка скоростей и коробка подач.
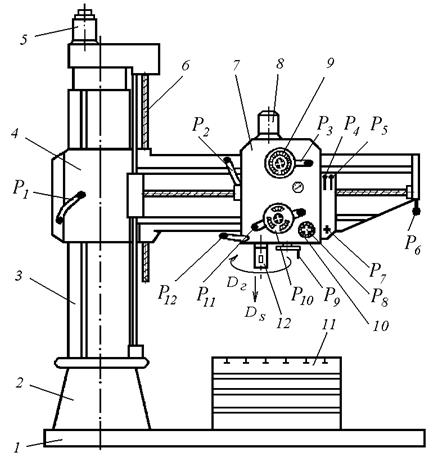
Рис. 1.24. Радиально-сверлильный станок
Главное движение резания Dг и движение подачи DS на станке реализуются соответственно вращением и осевым перемещением шпинделя 12. Источником этих движений служит электродвигатель 8. Шпиндель станка может получать 18 различных частот вращения в пределах от 37,5 до 1900 об/мин и шесть значений подач в пределах от 0,1 до 1 мм/об.
Для изменения расположения шпинделя с инструментом относительно заготовки узлам станка придают вспомогательные (установочные) движения. К таким движениям относят: поворот траверсы 4 относительно оси колонны 3, подъем и опускание траверсы с помощью электродвигателя 5 и ходового винта 6, радиальные перемещения шпиндельной головки 7 вдоль траверсы.
Автоматическое выключение движения подачи при достижении инструментом заданной глубины обрабатываемого отверстия осуществляется механизмом 10. До начала обработки этот механизм настраивают на заданную глубину отверстия рукояткой Р8. Для этого нужно выполнить следующие действия:
— подвести рукояткой Р11 инструмент до касания с заготовкой;
— освободить поворотом рукоятки Р8 против часовой стрелки кольцо механизма (лимб) с рисками;
— повернуть лимб до совпадения деления шкалы лимба, соответствующего заданной глубине отверстия, с неподвижной риской, нанесённой на корпусе шпиндельной бабки станка;
— закрепить лимб поворотом рукоятки Р8 по часовой стрелке.
Для установки и закрепления обрабатываемых заготовок станок имеет стол 11. При обработке особо громоздких и тяжёлых изделий последние устанавливают и закрепляют непосредственно на фундаментной плите, снабжённой для этой цели Т-образными пазами, в которые заводят головки крепёжных болтов.
Станок оснащён рукоятками, служащими для настройки, перемещения и закрепления отдельных его узлов, а также устройством 9 для определения параметров режимов резания при заданном инструменте и материале обрабатываемой заготовки.
С помощью рукоятки Р1 траверсу закрепляют на колонне, а рукояткой Р2 фиксируют шпиндельную головку в заданном положении на траверсе. Рукояткой Р3 устанавливают значения подачи Sо, а рукоятки Р4, Р5 и Р12 служат для установки заданной частоты вращения шпинделя 12. Рукояткой Р7 осуществляют включение, реверсирование направлений вращения шпинделя и перемещение траверсы вдоль колонны 3. Рукоятка Р11 выполняет функцию быстрого ручного перемещения шпинделя вверх – вниз. С её помощью включают механическую подачу шпинделя с инструментом. Ручное движение подачи реализуют рукояткой Р9. Маховиком Р10 перемещают шпиндельную головку вдоль траверсы. Рукоятка Р6 предназначена для поворота траверсы вокруг колонны 3.
Дата добавления: 2021-05-28; просмотров: 817;
Поиск по сайту
Узнать еще
- MATHCAD. Назначение. Основные возможности. Простейшие приемы работы.
- А) Назначение и устройство
- А.1. Назначение и типы сборных элементов и конструкций
- А.7 Устройство и принципы действия адсорбционных аппаратов
- Автоматизированные рабочие места, назначение и их виды
- Автоматизированные рабочие места: назначение, состав, виды обеспечения
- Автоматизированные системы управления металлорежущими станками.
- Автоматическая частотная разгрузка в системах электроснабжения. Назначение, принцип действия.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
