Устройство токарно-винторезного станка модели 16К20
Токарно-винторезные станки относят к группе универсальных станков, предназначенных для эксплуатации в условиях единичного и мелкосерийного производств. Эти станки имеют практически однотипную компоновку, примером которой может служить компоновка узлов и частей станка модели 16К20 (рис. 1.10).
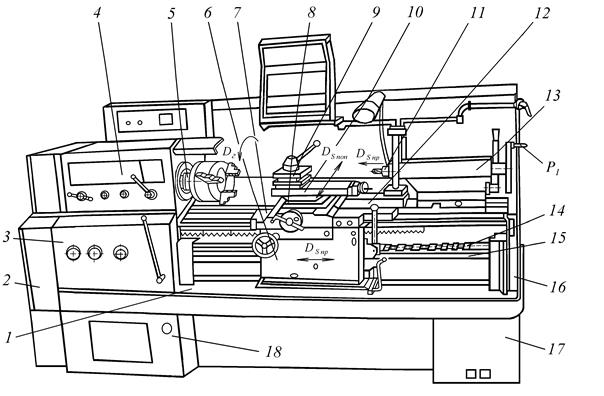
Рис. 1.10. Общий вид токарно-винторезного станка модели 16К20
Модель станка содержит краткую информацию о самом станке. Первая цифра в соответствии с национальной классификацией металлообрабатывающего оборудования, приведённой в приложении 1, указывает на номер группы, к которой принадлежит станок. Цифра «1» в модели станка 16К20 говорит о том, что данный станок относят к станкам токарной группы. Вторая цифра модели характеризует номер типа станка в рамках группы. Соответственно данным таблицы приложения 1 станок 16К20 принадлежит к шестому типу станков токарной группы — токарным и токарно-винторезным станкам. Буква между цифрами (в модели станка 16К20 буква «К») указывает на то, что станок по отношению к предыдущей модели станков данных группы и типа модернизирован. Последние две цифры модели в виде числа «20» характеризуют высоту расположения оси шпинделя над направляющими станины (высоту центров) равную 200 мм. Это означает, что диаметр заготовки, обрабатываемой на станке 16К20, не может превышать 400 мм.
Основными частями станка являются станина 1, передняя бабка 4, шпиндель 5, суппорт 12, фартук 6, коробка подач 3, гитара сменных зубчатых колёс 2, задняя бабка 13, механизм быстрого перемещения суппорта 16.
Станина 1 установлена на левой 18 и правой тумбах 17 и служит для монтажа на ней основных узлов и частей станка. Станина снабжена направляющими, по которым перемещаются суппорт и задняя бабка.
Передняя бабка 4 предназначена для размещения в ней коробки скоростей, с помощью которой изменяют частоту и направление вращения шпинделя 5.
На правый конец шпинделя, являющегося пустотелым валом, устанавливают различные приспособления для закрепления заготовки. На рисунке 1.10 таким приспособлением является трёхкулачковый самоцентрирующий патрон.
Суппорт 12 станка состоит из продольных 7 и поперечных 8 салазок, верхнего суппорта 10 и четырёхпозиционного поворотного резцедержателя 9. В резцедержателе устанавливают и закрепляют резцы, которым вместе с суппортом сообщают движения продольной и (или) поперечной подач.
Коробка подач 3 предназначена для изменения скоростей продольного и поперечного движений подачи суппорта, с которым она соединена с помощью ходового винта 14 и ходового вала 15. Передачу вращательного движения выходного вала коробки подач к механизмам суппорта через ходовой винт используют только при нарезании резьб. Для выполнения всех других видов токарных работ движение от коробки подач к суппорту поступает через ходовой вал.
Гитара сменных зубчатых колёс 2 является звеном передачи движения от шпинделя станка к коробке подач и настраивается при нарезании точных резьб. Заменяя одни зубчатые колёса гитары другими, можно изменять величину подачи суппорта.
Фартук 6 предназначен для размещения в нём механизмов, обеспечивающих преобразование вращательного движения ходового вала 15 или ходового винта 14 в прямолинейное поступательное движение суппорта.
Заднюю бабку 13 используют в качестве дополнительной опоры заготовки при изготовлении валов с отношением длины к диаметру заготовки более четырёх, а также для закрепления свёрл, зенкеров, развёрток, метчиков и плашек. Этим инструментам, устанавливаемым в выдвигаемую пиноль задней бабки 11, вращением маховичка с рукояткой Р1 (см. рис. 1.10) сообщают движение подачи при обработке отверстий, расположенных по оси вращения заготовки.
Привод быстрого перемещения суппорта 16 применяется для сокращения непроизводительных затрат времени на вспомогательные передвижения суппорта. Механизм привода состоит из электродвигателя, вмонтированного в заднюю стойку станины, и клиноременной передачи, с помощью которой передаётся вращение на ходовой вал.
Дата добавления: 2021-05-28; просмотров: 1094;
Поиск по сайту
Узнать еще
- А) Назначение и устройство
- А. Возникновение и эволюция глобального моделирования
- А. Классификация видов моделирования (Л.5)
- А.7 Устройство и принципы действия адсорбционных аппаратов
- Автоматизированные системы управления металлорежущими станками.
- Адаптивное управление по заданной модели
- Административно-территориальное устройство государства
- Административно-территориальное устройство и национальная автономия в КНР

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
