Виды токарных работ и режущий инструмент
Токарные работы, назначение и устройство токарно-винторезного станка
Металлорежущие станки токарной группы предназначены для получения на деталях цилиндрических, конических, винтовых, фасонных и плоских (торцовых) поверхностей. На них выполняют точение наружных и растачивание внутренних поверхностей заготовок, подрезание торцов, отрезание, сверление, зенкерование и развёртывание отверстий, нарезание резьб и другие виды работ. При этом обеспечивается точность размеров не выше шестого квалитета точности и шероховатость поверхностей с параметром Rа до 0,63 мкм. Для выполнения указанных работ в качестве режущих инструментов на станках этой группы используют резцы различных типов, свёрла, зенкеры, зенковки, развёртки, метчики и плашки.
Виды токарных работ и режущий инструмент
Точение наружной цилиндрической поверхности. При точении наружной цилиндрической поверхности также, как и при всех других видах токарных работ, главное вращательное движение резания Dг совершает заготовка. Движение подачи DS выполняет инструмент, которым является токарный резец, перемещающийся вдоль оси заготовки. Для точения наружной цилиндрической поверхности применяют проходной прямой (рис. 1.1, а), проходной отогнутый (рис. 1.1, б) или проходной упорный (рис. 1.1, в) резцы.

Рис. 1.1. Схемы точения наружной цилиндрической поверхности:
а) — проходным прямым, б) — проходным отогнутым, в) — проходным упорным резцами
Отогнутые резцы удобны при точении поверхностей заготовок, расположенных вблизи кулачков патрона. Проходные упорные резцы используют для точения небольших уступов и обработки цилиндрических поверхностей на нежёстких валах.
Подрезание торцов. Торцовые поверхности заготовки обрабатывают подрезными резцами (рис. 1.2, а), осуществляющими движение поперечной подачи DS поп. Часто для этих целей применяют проходные отогнутые резцы, имеющие более массивную режущую часть по сравнению с подрезными резцами и допускающие более производительные режимы резания (рис. 1.2, б).
Подрезают торцовые поверхности с движением подачи резца DS поп от периферии к центру или от центра к периферии. Первый вариант обеспечивает удобство установки резца на заданный линейный размер детали и точный замер её длины на участке обработки. В то же время подрезание торцов валов и высоких уступов предпочитают производить движением подачи от центра к периферии. Этот способ позволяет получать лучшую точность формируемой плоской поверхности уступа, хотя и требует предварительного врезания резца в заготовку в продольном направлении.

Рис. 1.2. Схемы подрезания торцов подрезным прямым (а)
и проходным отогнутым (б) резцами
Точение наружных канавок и отрезание. Для точения канавок (рис. 1.3, а), а также для отрезания (рис. 1.3, б) используют соответственно канавочные и отрезные резцы, осуществляющие при резании движение поперечной подачи DS поп.
Рис. 1.3. Схемы точения канавки (а) и отрезания (б)
Точение узких канавок осуществляют за один рабочий ход резца, а широких — несколькими рабочими ходами, последовательно переставляя резец из одного положения в другое вдоль оси заготовки после точения резцом узкой канавки.
Резцы для точения канавок, а также отрезные резцы следует устанавливать так, чтобы их режущая кромка располагалась строго на уровне оси центров станка. Это особенно важно при работе отрезным резцом. Расположение резца выше или ниже оси центров может привести к его поломке.
 Точение фасонных поверхностей. К фасонным поверхностям, обрабатываемым на токарных станках, относят поверхности вращения, имеющие сложный наружный контур. Такие поверхности могут иметь, например, рукоятки различной формы, маховики с фасонным ободом, шаровые (сферические) и подобные им детали.
Точение фасонных поверхностей. К фасонным поверхностям, обрабатываемым на токарных станках, относят поверхности вращения, имеющие сложный наружный контур. Такие поверхности могут иметь, например, рукоятки различной формы, маховики с фасонным ободом, шаровые (сферические) и подобные им детали.
Короткие (неширокие) фасонные поверхности можно получать фасонными резцами (рис. 1.4). Токарный фасонный резец при движении с поперечной подачей DS поп снимает широкую стружку. Это может вызвать вибрации обрабатываемой заготовки и резца. Поэтому данным методом выполняют точение фасонных поверхностей шириной до 60 мм с малыми подачами и пониженными скоростями резания. Длинную фасонную поверхность обрабаты-вают проходным резцом, перемещающимся по криволинейной траектории сочетанием продольного и поперечного движений меха-нической подачи (схема обработки не приведена).
 Обработка отверстий. Для получения отверстий на токарных станках применяют свёрла. Увеличение диаметра имеющегося в заготовке отверстия и повышение точности его размера осуществляют расточными резцами, а также зенкерами и развёртками. Тот или иной инструмент выбирают в зависимости от вида заготовки, требуемой точности обработки, размеров и параметров шероховатости обработанного отверстия.
Обработка отверстий. Для получения отверстий на токарных станках применяют свёрла. Увеличение диаметра имеющегося в заготовке отверстия и повышение точности его размера осуществляют расточными резцами, а также зенкерами и развёртками. Тот или иной инструмент выбирают в зависимости от вида заготовки, требуемой точности обработки, размеров и параметров шероховатости обработанного отверстия.
При сверлении отверстий на токарных станках заготовка, закреплённая в патроне, совершает вращательное движение, а сверло, установленное в задней бабке станка, получает движение продольной подачи DS пр (рис. 1.5).
Растачивание отверстия (рис. 1.6, а, б) — операция более сложная, чем точение наружных поверхностей, так как размер поперечного сечения резца должен быть меньше диаметра отверстия, а вылет резца из резцедержателя несколько больше длины растачиваемого отверстия.
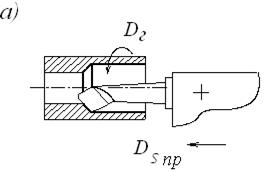
Рис. 1.6. Схемы растачивания сквозного отверстия (а)
и отверстия с уступом (б)
При растачивании отверстия значительной длины возможен изгиб резца и сильные вибрации. В связи с этим растачивание отверстий на токарных станках с помощью расточных резцов применяют в тех случаях, когда диаметры отверстий большие или когда сверление и зенкерование не обеспечивают необходимой формы уступов обработанных поверхностей внутри отверстия.
 Растачивание сквозных отверстий осуществляют проходными расточными резцами с движением продольной подачи DS пр. Глухие и ступенчатые поверхности растачивают упорными расточными резцами. Для получения торцовой поверхности внутри отверстия расточному резцу в конце его продольного хода придают движение поперечной подачи DS поп (см. рис. 1.6, б).
Растачивание сквозных отверстий осуществляют проходными расточными резцами с движением продольной подачи DS пр. Глухие и ступенчатые поверхности растачивают упорными расточными резцами. Для получения торцовой поверхности внутри отверстия расточному резцу в конце его продольного хода придают движение поперечной подачи DS поп (см. рис. 1.6, б).
Для получения на внутреннем отверстии конической фаски небольшой длины в качестве инструмента часто используют зенковку (рис. 1.7).
Нарезание резьбы. Резьба представляет собой винтовую канавку определённого профиля, прорезанную на цилиндрической или конической поверхности. Используемые на деталях резьбы можно разделить на ряд групп:
— по расположению на детали – на наружные и внутренние;
— по форме исходной поверхности, на которую наносится резьба – на цилиндрические и конические;
— по направлению винтовой канавки – на правые и левые;
— по форме профиля – на треугольные, прямоугольные, трапецеидальные, круглые;
— по числу заходов – на одно- и многозаходные;
— по назначению – на крепёжные и ходовые.
На токарных станках резьбу нарезают посредством вращения заготовки (главное движение резания) и поступательного перемещения (движение подачи) режущего инструмента. Таким способом можно осуществлять изготовление всех типов резьб, в том числе таких видов крепёжных резьб, как метрическая, дюймовая и трубная резьбы.
Наиболее распространённым инструментом, используемым для нарезания резьбы (наружной и внутренней) на токарно-винторезных станках, является резьбовой резец (рис. 1.8). За каждый оборот заготовки резец должен получать продольное перемещение (подачу), равное шагу резьбы. Таким образом скорость продольного перемещения резца точно согласуется с шагом нарезаемой резьбы и частотой вращения заготовки.
 При нарезании на токарных станках резьб небольших размеров используют плашки, а для внутренней — метчики. Шаг нарезанной на заготовке резьбы при этом получается такой же, как шаг резьбы на режущем инструменте.
При нарезании на токарных станках резьб небольших размеров используют плашки, а для внутренней — метчики. Шаг нарезанной на заготовке резьбы при этом получается такой же, как шаг резьбы на режущем инструменте.
Методы точения конических поверхностей (рис. 1.9).
Для получения конической поверхности на заготовке методом точения на токарном станке необходимо, чтобы при вращении заготовки вершина резца перемещалась параллельно образующей конуса. Это достигается одним из следующих способов: с помощью широкого резца (рис. 1.9, а); поворотом верхнего суппорта (рис. 1.9, б) или смещением корпуса задней бабки (рис. 1.9, в);

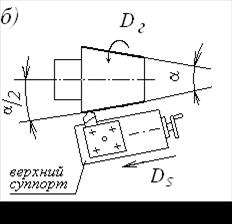
Рис. 1.9. Схемы точения конических поверхностей:
а) — широким резцом; б) — поворотом верхнего суппорта; в) — смещением корпуса задней бабки
При точении наружных конических поверхностей пользуются проходными резцами, а при растачивании внутренних поверхностей — расточными.
Дата добавления: 2021-05-28; просмотров: 589;
Поиск по сайту
Узнать еще
- Cпецифика логопедической работы в остром периоде
- H. Разработка мер по повышению качества работы органа здравоохранения
- I этап – обработка протокола
- I. Определение, виды радиоактивности, радиоактивные семейства
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- II раздел. Организация работы логопеда в группе для детей с ОНР
- II. Виды ионизирующих излучений и единицы измерения ИИ
- II. Индивидуальная работа по карточкам.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
