ТЕМА 11. Восстановления деталей сваркой и наплавкой
Учебные вопросы:
1. Общая характеристика сварки и наплавки, как способов восстановления деталей.
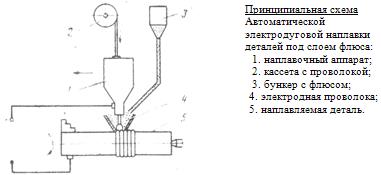
2. Автоматическая электродуговая наплавка под флюсом.
3. Механизированная сварка и наплавка в среде защитных газов.
4. Автоматическая вибродуговая наплавка.
5. Лазерная и плазменная сварка и наплавка.
6. Особенности сварки чугунных деталей и деталей из алюминиевых сплавов.
7. Организация рабочего места и охрана труда при выполнении сварочных и наплавочных работ.
1. Сварка и наплавка являются наиболее распространёнными в авторемонтном производстве способами восстановления деталей (около 40%). Широкое применение сварки и наплавки обусловлено простотой технологического процесса и применяемого оборудования, возможностью восстановления деталей из любых материалов и сплавов, высокой производительностью и низкой себестоимостью.
Сварку применяют при устранении механических повреждений в деталях (трещин, отколов, пробоин и т.п.), а наплавку - для нанесения металлических покрытий на поверхности деталей с целью компенсации их износа.
При устранении механических повреждений деталей применяют электродуговую, газовую, аргонно-дуговую, в среде углекислого газа, электроконтактную и др. виды сварки.
Для нанесения металлических покрытий на изношенные поверхности деталей наиболее широкое применение получили следующие механизированные способы наплавки: автоматическая электродуговая наплавка под слоем флюса; наплавка в среде углекислого газа; вибродуговая; плазменная и электроконтактная.
Технологический процесс восстановления деталей сваркой и наплавкой включает в себя:
· подготовку деталей к сварке, наплавке;
· выполнение сварочных, наплавочных работ;
· обработку деталей после сварки и наплавки.
Объём и характер работ, выполняемых при подготовке детали к сварке, зависят от вида дефекта. Так, при заварке трещины сначала сверлят отверстия Ш 4-5 мм на концах трещины для предупреждения возможности её дальнейшего распространения. Затем разделывают трещину шлифовальным кругом с помощью ручной шлифовальной машины. При толщине стенок детали менее 5 мм трещину можно не разделывать, а ограничиться только зачисткой её кромок, если больше 5 мм, то производят "V" - образную разделку кромок трещины, а при толщине стенок свыше 12 мм - "X" - образную разделку.
При восстановлении резьбы в отверстии менее 25 мм подготовка к сварке заключается в удалении старой резьбы сверлением с последующей разделкой кромок сверлом большего диаметра.

Точно так же подготавливают к восстановлению гладкие отверстия небольшого диаметра.
Подготовка изношенных поверхностей деталей к наплавке заключается в их механической обработке и очистке от загрязнений и окислов.
Порядок выполнения сварочных и наплавочных работ зависит от выбранного способа сварки (наплавки). Особое внимание при этом должно быть уделено выбору материала электродов и присадочных прутков, т.к. от них зависит качество наплавленного металла. Большое внимание необходимо уделить выбору средств защиты металла от окисления и определению параметров режима сварки и наплавки.
2. При этом способе наплавки механизированы два основных движения электрода - подача его по мере оплавления к детали и перемещения вдоль сварочного шва.
Деталь устанавливают в патроне или центрах специально переоборудованного токарного станка, а наплавочный аппарат на его суппорте. Электродная проволока подаётся из кассеты роликами подающего механизма наплавочного аппарата в зону горения электрической дуги. Движение электрода вдоль сварочного шва достигается за счёт вращения детали. Перемещение электрода по длине наплавляемой поверхности обеспечивается за счёт продольного движения суппорта станка. Наплавка производится винтовыми валиками с взаимным их перекрытием на одну треть. Флюс в зону горения дуги поступает из бункера.
При автоматической наплавке эл. дуга горит не на открытом воздухе, а под слоем расплавленного флюса. Выделяющееся при плавлении электрода, (эл. дуга горит) основного металла и флюса газы образуют над сварочной ванной свод, ограниченный сверху жидкими шлаками, а снизу расплавленным металлом. В зоне сварки всегда избыточное давление газов, которое препятствует доступу воздуха к расплавленному металлу.
Наплавка металла под флюсом обеспечивает наиболее высокое качество наплавленного металла, т.к. сварочная дуга и ванна жидкого металла полностью защищены от вредного влияния кислорода и азота воздуха, а медленное охлаждение способствует наиболее полному удалению из наплавленного металла газов и шлаковых включений. Медленное охлаждение наплавленного металла обеспечивает так же более благоприятные условия для наиболее полного протекания диффузных процессов и, следовательно, легирования металла через проволоку и флюс. Применяют два вида флюсов: плавленые (АН - 348А, АН - 20, АН - 30) и керамические (АНК - 18, АНК - 19).
При наплавке автомобильных деталей применяют проволоку Ш 1,6 - 2,5мм. в зависимости от диаметре наплавляемой детали, следующих марок св. 08, св. 5, Нп - 65, Нп -30 хгса.
Наплавку под флюсом применяют при восстановлении коленчатых валов двигателей, шлицевых поверхностей на различных валах, полуосей и др. деталей ремонтируемых автомобилей.
3. Эффектным способом защиты расплавленного металла от кислорода воздуха и азота при сварке является применение защитных газов. Наибольшее применение получили автоматическая и полуавтомотическая сварка и наплавка в среде углекислого газа и аргонно - дуговая сварка. При сварке и наплавке защита металла от окисления осуществляется струёй углекислого газа, который надежно изолирует зону наплавки от окружающей среды и обеспечивает получение наплавленного металла высокого качества с минимальным количеством пор и окислов.
Однако в процессе наплавки часть углекислого газа попадает в зону горения эл. дуги и подвергается диссоциации: 2ССЬ- 2СО + Ch. Образующийся при этом кислород может вызвать окисление металла. Для того чтобы исключить появление окислов при наплавке и сварке деталей в среде углекислого газа, применяют электродную проволоку с повышенным содержанием раскисляющих элементов (кремния и марганца).
При автоматической наплавке в среде углекислого газа используют сварочные автоматы, применяемые при наплавке под слоем флюса, но на них устанавливают специальный мундштук с горелкой для подачи газа. При наплавке используют токарный станок, в патроне которого устанавливают деталь, а на суппорте крепят наплавочную головку. Подача углекислого газа в зону наплавки осуществляется по схеме: баллон с углекислым газом - подогреватель - осушитель - понижающий редуктор - расходомер - горелка.
При выходе из баллона газ за счёт резкого расширения переохлаждается. Чтобы подогреть, его пропускают через электрический подогреватель. Содержащуюся в углекислом газе воду удаляют с помощью осушителя, который представляет собой патрон, наполненный обезвоженным медным купоросом или силикогелем. Давление газа понижают с помощью кислородного редуктора, а расход его контролируют ротаметром.
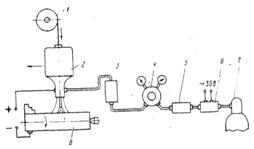
Принципиальная схема установки для электродуговой наплавки в среде углекислого газа:
1. кассета с проволокой;
2. наплавочный аппарат;
3. ротаметр;
4. редуктор;
5. осушитель;
6. подогреватель;
7. баллон с углекислым газом;
8. деталь
Наплавка в среде углекислого газа по сравнению с автоматической наплавкой под флюсом имеет следующие достоинства:
· меньший нагрев детали;
· возможность сварки и наплавки при любом пространственном положении детали;
· более высокую производительность процесса по площади покрытия в ед. времени (на 20.. .30%);
· возможность наплавки детали диаметром менее 40 мм;
· отсутствие трудоёмкой операции по удалению шлаковой корки. Недостатки этого способа наплавки:
· повышенное разбрызгивание металла;
· необходимость применения легированной электродной проволоки для получения наплавленного металла с требуемыми свойствами.
Аргонно - дуговая сварка, эл. дуга горит между неплавящимся вольфрамовым электродом и деталью.
В зону сварки подаётся защитный газ - аргон, который, окружая сварочную дугу, создаёт зону сосредоточенного нагрева детали. Присадочный материал вводится в сварочную дугу в виде проволоки так же, как при газовой сварке. Аргон надёжно защищает расплавленный металл от окисления кислородом воздуха. Наплавленный металл получается плотным, без пор и раковин.
Аргонно - дуговую сварку осуществляют с помощью специальных установок, наибольшее распространение получили установки, работающие на переменном токе. Для закрепления вольфрамового электрода, подвода к нему сварочного тока и подачи в зону горения дуги аргона применяются специальные горелки, рассчитанные на величину тока от 200 до 400 А.
В качестве неплавящегося электрода используют прутки лантанированного вольфрама диаметром 4... 10 мм. Величину тока устанавливают в зависимости от диаметра электрода.
Преимуществами аргонно - дуговой сварки являются:
· высокое качество сварного шва (отсутствие пор и раковин);
· высокая производительность процесса (в 3.. 4 раза выше, чем при газовой);
· небольшая зона термического влияния;
· снижение потерь энергии дуги на световое излучение, т.к. аргон задерживает ультрафиолетовые лучи.
Недостатки:
· высокая стоимость процесса;
· дефицитность аргона.
Аргонно - дуговая сварка нашла широкое применение при сварке деталей из алюминиевых сплавов и титана.
4. Наплавка деталей вибрирующим электродом с применением охлаждающей жидкости была впервые предложена в 1948 году Г.П. Клековкиным. Основным преимуществом этого процесса наплавки является небольшой нагрев деталей (около 100 С), малая зона термического влияния и возможность получения наплавленного металла с требуемой твердостью и износостойкостью без дополнительной термической обработки.
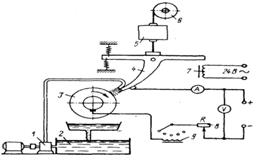
Схема установки для вибродуговой наплавки:
1. насос;
2. бак с охлаждающей жидкостью;
3. деталь, подлежащая наплавке;
4. мундштук;
5. механизм подачи проволоки;
6. кассета с проволокой;
7. электромагнитный вибратор;
8. реостат;
9. дроссель низкой частоты.
Деталь 3, подлежащая наплавке, устанавливаются в патроне или центрах токарного станка.
На суппорте станка монтируется наплавочная головка, состоящая из механизма 5 подачи проволоки с кассетой 6, электромагнитного вибратора 7 с мундштуком 4. Вибратор колеблет конец электрода с частотой переменного тока и обеспечивает замыкание и размыкание сварочной цепи. Питание установки осуществляется от источника тока напряжением 12 или 24 В. Последовательно с ним включён дроссель низкой частоты 9, который призван стабилизировать величину сварочного тока. Реостат 8 служит для регулирования силы тока в цепи. В зону наплавки при помощи насоса 1 из бака 2 подаётся охлаждающая жидкость.
Сущность процесса вибродуговой наплавки заключается в периодическом замыкании и размыкании находящихся под током электродной проволоки и поверхности детали. Каждый цикл вибрации проволоки включает в себя четыре последовательно протекающих процесса:
· короткое замыкание;
· отрыв электрода от детали;
· электрический разряд;
· холостой ход.
При отрыве электрода от детали на её поверхности остаётся частичка приварившегося металла.
Вибродуговую наплавку используют при восстановлении деталей из стали, ковкого и серого чугуна, при наращивании изношенных наружных и внутренних поверхностей, а так же резьбовых поверхностей и шлиц.
Наплавку производят с охлаждением струёй жидкости (5% раствор кальцинированной соды), без охлаждения и в среде углекислого газа.
Дата добавления: 2021-05-28; просмотров: 869;
Поиск по сайту
Узнать еще
- Altium Designer (Protel) - сквозная система проектирования печатных плат
- B). Система относительных координат.
- DSM — система классификации Американской психиатрической ассоциации
- I. Математические понятия
- II. НАЛОГОВАЯ СИСТЕМА В СОВРЕМЕННОЙ РОССИИ
- II. Научность, систематичность и последовательность обучения.
- II. Формализация процесса формирования математических моделей
- Mатематическое определение ОС.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
