Применение прокатки и сортамент изделий.
Прокатка характеризуется непрерывностью воздействия инструмента на металл и, как следствие этого, отличается весьма высокой производительностью. Во многих случаях она позволяет получать заготовки, приближающиеся по форме и размерам к готовым изделиям, а для таких отраслей народного хозяйства, как строительство и транспорт, прокаткой получаются готовые элементы сооружений. Современное прокатное производство не только дает продукцию в виде заготовок большой длины того или иного профиля, но и позволяет получать штучные заготовки с минимальными припусками на механическую обработку.
Сортамент стального проката можно разделить на следующие неосновные группы: сортовой прокат, листовой прокат, трубы и профили специального назначения.
Наиболее обширной является группа сортового проката (круглая, квадратная, шестигранная, полосовая, угловая сталь, швеллеры, двутавры, рельсы и другие).
Листовая сталь разделяется на тонколистовую и толстолистовую.
Трубы выпускаются бесшовные (горяче- и холоднокатаные) и шовные (сварные). Кроме круглых, производятся трубы других сечений (шестигранные, квадратные и другие).
Для массового производства изготавливаются специальные виды проката: специальные профили транспортного и сельскохозяйственного машиностроения, бандажи, колеса, периодические профили.
Прокатные станы.
Прокатный стан (рис.2) состоит из следующих основных узлов и механизмов: одной или нескольких прокатных клетей 1, валков 2, электродвигателя 8, моторной муфты 7, редуктора 6, коренной муфты 5, шестеренкой клети 4 и шпинделей 3. Все эти механизмы являются элементами главной линии прокатного стана.
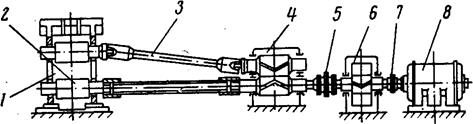
Рис. 2. Прокатный стан
Рабочая клеть является основной частью прокатного стана, предназначенной для деформирования металла. Она состоит из двух станин, устанавливаемых на плитовинах и закрепляемых на фундаменте. Станины скрепляются между собой стяжными болтами и поперечиной. В рабочей клети располагаются прокатные валки, подушки с подшипниками для валков и вспомогательные механизмы для подъема и установки валков.
Прокатные валки обжимают заготовку и придают ей требуемую форму. В зависимости от назначения они изготовляются из отбеленного чугуна, литой или кованой стали.
Шестеренная клеть служит для разделения крутящего момента по отдельным валкам, если привод осуществляется от одного общего двигателя.
Помимо перечисленных механизмов, входящих в главную линию прокатного стана, имеется ряд вспомогательных механизмов, предназначенных для транспортировки исходного материала к рабочей клети, кантовки, уборки после прокатки, резки, правки, свертывания в рулон и т.д.
Прокатные станы разделяются по количеству и расположению прокатных валков в рабочей клети, по назначению и расположению рабочих клетей.
По первому признаку различают клети дуо (рис.3,а), имеющие два горизонтальных валка, клети трио (рис.3,б), имеющие три валка, клети кварто (рис.3,в), имеющие два опорных валка 1 и два рабочих валка меньшего диаметра 2, клети многовалковые (рис.3,г), имеющие два рабочих валка небольшого диаметра и большое количество опорных валков, и клети универсальные (рис.3,д), в которых одновременно имеются и горизонтальные и вертикальные валки.
Клети дуо могут быть нереверсивными и реверсивными (с меняющимся направлением вращения валков после каждого пропуска металла между ними). Нереверсивные клети используются при прокатке тонких листов и лент, реверсивные - при прокатке профилей крупных размеров, в блюмингах, слябингах, а также у толстолистовых, рельсобалочных и других станов.
В клети трио прокатка производится в обе стороны без реверсирования валков. В одну сторону прокатка идет между нижним и средним валком, в другую - между средним и верхним. Эти клети требуют установки дорогостоящих подъемных столов.
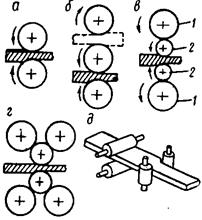
Рис.3. Расположение валков в рабочей клети
Клети кварто широко применяются для горячей прокатки толстых и тонких листов, а также для холодной прокатки тонких листов и лент. Они позволяют получить большую точность листа по толщине из-за отсутствия прогиба валков (усилие деформации в данном случае воспринимается опорными валками большого диаметра).
Многовалковые клети применяются для холодной прокатки тончайшей ленты. По назначению станы разделяются на два основных типа: 1) станы для прокатки полупродукта, являющегося исходной заготовкой для сортового проката и частично для кузнечного производства; 2) станы для выпуска готового проката.
К первому типу относятся блюминги и слябинги (диаметр валков 800-1400 мм) для прокатки слитков в полупродукт крупного сечения и заготовочные станы (диаметр валков 450-800 мм) для получения полупродукта меньшего сечения.
Ко второму типу относятся: рельсобалочные станы для производства рельсов и тяжелых балок; крупно-, средне- и мелкосортные станы для прокатки сортового проката различных размеров; проволочные станы для прокатки проволоки диаметром 5-10 мм; листовые и трубные станы, станы для специальных видов проката.
Станы одного и того же назначения могут различаться как по своей конструкции, так и по расположению рабочих клетей. Они могут быть одноклетевыми и многоклетевыми. В последнем случае клети могут располагаться в одну или в несколько линий, а также последовательно. Наиболее совершенными станами подобного типа являются непрерывные, длина которых меньше длины прокатываемой полосы, поэтому прокатка может выполняться в нескольких или во всех клетях одновременно.
Дата добавления: 2016-12-16; просмотров: 3271;
Поиск по сайту
Узнать еще
- D-элементы, их применение в медицине и фармации.
- I. Обработка поверхности изделий.
- I.2.3 ПЕРВЫЙ ЗАКОН (НАЧАЛО) ТЕРМОДИНАМИКИ. ПРИМЕНЕНИЕ ПЕРВОГО ЗАКОНА ТЕРМОДИНАМИКИ К ИЗОПРОЦЕССАМ
- А. Повторное применение лекарственных веществ
- Адсорбция на твердых поверхностях и ее применение в пищевой промышленности
- Алюминиевые сплавы в строительстве. Сортамент. Виды, применение
- Апельсин общая характеристика и применение
- Ассортимент и применение швейных ниток

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
