Прокатка труб и специальных профилей.
При производстве бесшовных труб первой и основной операцией является прошивка слитка или заготовки с образованием гильзы. Прошивка выполняется на прошивных станах с косо расположенными валками (рис.4,а) либо на прессах. В первом случае заготовка подается в валки, расположенные под углом 8-100 друг к другу и вращающиеся в одну сторону. При такой схеме в осевой части заготовки создаются радиальные растягивающие напряжения, разрыхляющие металл и облегчающие прошивку отверстия оправкой, устанавливаемой на пути движения заготовки.
Прошитая гильза поступает либо на непрерывный трубопрокатный стан, либо на стан пилигримовой прокатки.
В первом случае гильза прокатывается на длинной оправке в стане, имеющем 7-9 рабочих клетей с круглыми калибрами. После прокатки и извлечения оправки труба может обрабатываться на калибровочном или редукционном стане.
Во втором случае гильза одевается на оправку и прокатывается между валками, имеющими ручей переменной ширины и высоты по окружности (рис. 4,б). Валки вращаются в разные стороны навстречу движению заготовки. При вращении размер калибра в свету все время меняется. При максимальном размере используется холостой калибр, размеры которого больше диаметра гильзы. В этот момент происходит подача гильзы на шаг 20-30 мм). При повороте валков размер калибра постепенно повьшается и происходит обжатие гильзы до необходимого диаметра. На части окружности меры постоянны. Это полирующаяся часть калибра, обеспечивали выравнивание диаметра и толщины стенки трубы. После полного оборота происходит раскрытие холостого калибра и очередная подача гильзы на шаг. При прокатке на пилигримовом стане остается недокатанный участок гильзы, который отрезается на пиле.
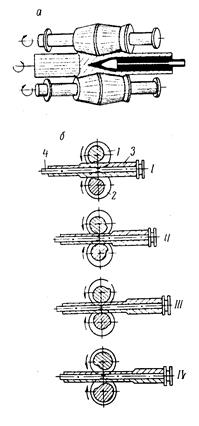
Рис. 4. Прокат бесшовных труб
Сварные трубы изготавливаются печной, газовой, электрической и электрогазовой сваркой из мерной полосы - штрипса, длина которой равна длине трубы, ширина - длине окружности трубы с припуском на сварку и тол-щина - толщине стенки трубы. Наиболее широко применяется печная и электрическая сварка. При печной сварке нагретый: температуры 1300-1350 0С шрипс протягивается через сварную воронку. В воронке происходит полное свертывание штрипса в трубу и сваривание кромок под действием высокого давления. В качестве оборудования применяются цепные и непрерывные валковые станы.
При электросварке заготовку формируют в трубу без нагрева формовочных непрерывных станах дуо и затем сваривают трубосварочном стане, где кромки заготовки сближаются и сжимаются до сварочного давления. Электрический ток, подводимый к заготовке, нагревает стык до температуры сварки.
Поперечной прокаткой получаются профили, имеющие форму тел вращения - шары, шестерни и т.д., а также периодический прокат, который все шире применяется в кузнечном производстве.
Прокатка осуществляется на специальных станах (рис.5,а), у которых валки 1 и 2 вращаются в одну и ту же сторону. Заготовка 3 подается вдоль валков, имеющих ручьи соответствующей формы, расположенные по винтовой линии. Материал перемещается по длине валков и принимает форму их калибров.
Железнодорожные колеса получаются из заготовок, отрезанных от слитка. После нагрева заготовки ее осаживают на гидравлическом прессе и прошивают отверстие, а затем на мощном гидравлическом прессе (7000 т) формируют ступицу, диск и контур обода. На колесопрокатном стане производится раскатка обода и прокатка (рис.5,б). Окончательная калибровка и гибка диска выполняется в штампе под прессом. Бандажи колес прокатываются из предварительно осаженной и прошитой заготовки (рис.5,в).
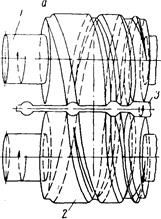
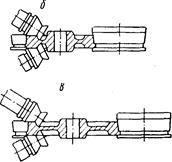
Рис. 5. Специальные методы прокатки
Дата добавления: 2016-12-16; просмотров: 1879;
Поиск по сайту
Узнать еще
- A. Трубопроводная обвязка окружения испарителя.
- А. Особенности подъема, поддержания и укладки трубопровода при капитальном ремонте с заменой труб
- А. Сведения о трубах и сварных фасонных деталях
- АВАРИИ НА ТРУБОПРОВОДАХ.
- Аварии с разрывом трубопроводов в помещениях БС.
- Аварийный запас труб, правила хранения и содержания труб аварийного запаса
- АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНОШОВНЫХ ТРУБ НА ВООЛЖСКОМ ТРУБНОМ ЗАВОДЕ
- Автомодельного ламинарного течения жидкости в трубе с использованием системы дифференциальных уравнений, описывающих течение жидкости в трубе

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
