Сущность и схема процесса.
Прокатка - процесс обжатия заготовки между вращающимися валками с целью придания ей требуемой формы и размеров. Различают три способа прокатки: продольную, поперечную и поперечно-винтовую (косую).
Основным способом, при помощи которого производится до 90% всего проката в стране, является продольная прокатка (рис.1), в процессе которой металл подвергается обжатию между вращающимися в разные стороны параллельными валками. При этом уменьшается высота сечения, увеличивается длина и в некоторой степени ширина прокатываемой полосы.
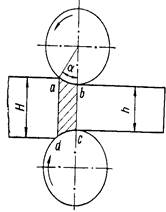
Рис. 1. Продольная прокатка
Валки могут быть цилиндрическими гладкими, тогда прокат получается в виде полос и листов, либо с канавками (ручьями) различной формы, тогда получается профильный прокат - квадрат, круг, шестигранник, рельс и другие.
Сам процесс прокатки осуществляется следующим образом. Полоса высотой Н (рис.1) силами трения, возникающими между ее поверхностью и поверхностями вращающихся валков, втягивается в щель между валками, высота которой меньше начальной высоты полосы, и обжимается до размера h. Разность между начальным Н и конечным h размерами полосы называется абсолютным обжатием.
Процесс прокатки возможен только в том случае, если угол  , называемый углом захвата, не превышает некоторой величины, определяемой коэффициентом трения между металлом и валками, диаметром валков и толщиной прокатываемой полосы.
, называемый углом захвата, не превышает некоторой величины, определяемой коэффициентом трения между металлом и валками, диаметром валков и толщиной прокатываемой полосы.
Контакт металла с валками происходит по дуге аb, называемой дугой захвата. Металл деформируется в зоне, ограниченной плоскостями входа ad и выхода bс и дугами захвата. Этот объем металла называется очагом или зоной деформации.
Одновременно с уменьшением сечения полосы при прокатке и увеличением ее длины наблюдается некоторое увеличение ее поперечных размеров, называемое уширением. Величина уширения зависит от величины обжатия, диаметра валков, коэффициента трения и других параметров.
Дата добавления: 2016-12-16; просмотров: 1284;
Поиск по сайту
Узнать еще
- A Схема затяжки болтов ГБЦ; болты 5 и 7 длиннее остальных и устанавливаются в свои места
- I. Политический режим: понятие, сущность и основные типы.
- II. Электрическая схема и принцип действия.
- III. Схема замещения и векторная диаграмма асинхронного двигателя
- Pис. 2.23. Схема межсистемных венозных анастомозов (схема).
- V. Упрощенная схема замещения трансформатора и внешняя характеристика.
- А – схема структурная; б – схема эквивалентная
- Автоматизация ТП. Моделирование техпроцесса.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
