Температурно-временной график варки
Повышение температуры значительно ускоряет химические реакции и сокращает продолжительность варки. На большинстве целлюлозных заводов температура варки принята 170...175 °С. Понижение температуры нецелесообразно, так как это замедляет варочный процесс без каких-либо выгод для предприятия. Попытки, повысить температуру часто наталкиваются на трудности, обусловленные появлением неоднородности провара целлюлозы. Дело в том, что температурный коэффициент химических реакций варки в среднем равен 2,4...2,6, а температурный коэффициент массообменных процессов между щепой и варочным раствором значительно ниже и не превышает 1,3. Другими словами, с увеличением температуры варки на каждые 10 °С скорость химических реакций возрастает в среднем в 2,5 раза, тогда как скорость проникновения активных компонентов варочного раствора внутрь щепы возрастает только в 1,3 раза. Вследствие этого при высоких температурах наружные слои древесных частиц (щепок) успевают делигнифицироваться раньше, чем активная щелочь проникает в центральные области частиц древесины, что и приводит к неоднородности провара.
Многочисленными экспериментами доказано, что если обеспечены условия быстрого массообмена (интенсивная циркуляция варочного раствора или механическое перемешивание щепы в ходе варки), то повышение температуры варки вплоть до 200 °С приводит лишь к небольшому снижению выхода целлюлозы без ухудшения показателей прочности. При дальнейшем повышении температуры развиваются процессы термической деструкции компонентов древесины, из-за чего выход и качество целлюлозы резко падают.
Общий вид температурно-временного графика варки показан на рисунке 3.2 (кривая 1). Зависимость скорости делигнификации древесины от температуры в первом приближении описывается уравнением Аррениуса
kТ = k0е-Е/RT,(3.20)
где kТ - эффективная константа скорости при температуре Т; k0 -предэкспоненциальный множитель; Е - энергия активации, Дж/моль; R = 8,3 Дж/моль·град.
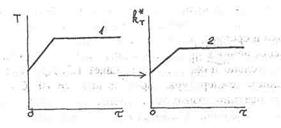
Рисунок 3.2 - Температурно-временной график варки: 1 - температура Т;
2 - условная константа скорости kТ*
В действительности эта зависимость значительно более сложная. Она подробно проанализирована в книге «Кинетика делигнификации древесины» (см. список дополнительной литературы). Тем не менее, уравнение (3.20) положено в основу большинства алгоритмов успешно функционирующих автоматизированных систем управления варочным процессом.
Прологарифмируем выражение (3.20):
 (3.21)
(3.21)
Условно примем, что при температуре Т = 373 К (100 °С) константа скорости kТ* = 1:
k373 = 1; ln k373 = 0. (3.22)
В этом случае выражение (3.21) преобразуется к виду
 ,
,
откуда
 (3.23)
(3.23)
Подставив последнее выражение в уравнение (3.21), получим для любой температуры
 ;
;  . (3.24)
. (3.24)
Здесь  - «условная» константа скорости, определенная при условии (3.22). Значение Е для каждой породы древесины является величиной постоянной (например, для сульфатной варки сосны принимают Е - 134 кДж/моль), поэтомуусловная константа скорости зависит только от температуры варки.
- «условная» константа скорости, определенная при условии (3.22). Значение Е для каждой породы древесины является величиной постоянной (например, для сульфатной варки сосны принимают Е - 134 кДж/моль), поэтомуусловная константа скорости зависит только от температуры варки.
Пользуясь формулой (3.24), можно построить график f(τ) изменения в ходе варки (рис. 3.2, кривая 2). Площадь под кривой называется Н-фактором. Для любого момента времени т эта площадь может быть вычислена интегрированием:
 . (3.25)
. (3.25)
Установлено, что одинаковым значениям Н-фактора соответствуют одинаковые результаты варки, независимо от формы температурно-временного графика. Это важное свойство Н-фактора используется в АСУТП: численные значения интегральной суммы (3.25) отслеживаются с помощью ЭВМ, и варка прекращается при достижении заданной величины Н-фактора. (В варочных цехах российских предприятий любят щегольнуть фразой типа «ведем варку по интегралу»).
Дата добавления: 2021-03-18; просмотров: 684;
Поиск по сайту
Узнать еще
- АЛФАВИТЫ, ГРАФИКА И ОРФОГРАФИЯ
- АНАЛИЗ ГРАФИКОВ НАГРУЗОК ПО СЧЕТЧИКАМ АКТИВНОЙ И РЕАКТИВНОЙ МОЩНОСТИ
- Анализ и оптимизация сетевого графика
- Асимптоты графика функции
- Асимптоты графика функции
- Блок-схема последовательности расчетов для построения графиков
- В. Выравнивание статистических графиков
- Введение в Инженерную графику

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
