АНАЛИЗ ПАРАМЕТРОВ ТОЧНОСТИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТОДОМ МАТЕМАТИЧЕСКОЙ СТАТИСТИКИ
Виды погрешностей. Все погрешности обработки можно разделить на систематические постоянные, систематические переменные и случайные.
Систематическими постоянными погрешностями называют такие, которые при обработке партии заготовок постоянны по значению и знаку.
Систематическими переменными погрешностями называют такие, которые в процессе обработки закономерно изменяются по времени, т.е. в зависимости от числа изготовленных деталей (износ режущего инструмента, тепловые деформации).
Случайными погрешностями называют такие, которые для заготовок данной партии имеют различные значения, предсказать которые невозможно (погрешность установки заготовки и инструмента, упругие отжатая элементов технологической системы).
Вероятностно-статистический метод оценки точности основан на проведении обработки опытной партии заготовок с замерами интересующего размера.
Результаты замеров математически обрабатывают, после чего строят кривую распределения исследуемого размера. Для этого выявляют предельные значения, определяют разность между наибольшим и наименьшим размерами заготовок в данной партии Δр - размах колебаний или поле рассеяния размеров:
Δр = lmax - lmin (6.1)
Полученное значение Δр разбивают на равные интервалы и определяют частость повторения отклонений размеров в каждом интервале:
ω = m / n (6.2)
Где т - число заготовок, фактический размер которых находится в пределах данного интервала;
п - общее число деталей в партии.
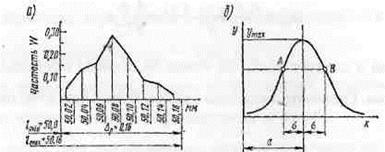
рис. 6.1
Далее строят график (полигон) распределения размеров. Например, на графике, приведенном на рис.6.1, а, общее число деталей в исследуемой партии составляет 100 шт. Поле рассеяния размеров Δр = 0,16 мм. Для построения полигона размеров принято восемь размерных групп с интервалом в 0,02 мм. В первой размерной группе оказалось 5 деталей, т.е. частость ω1 = 0,05, во второй группе - 13, т.е. частость ω1 = 0,13 и т.д. Полученные точки соединяют прямыми.
Экспериментально установлено, что при обработке заготовок на металлорежущих станках способом автоматического получения размеров точность обработки подчиняется закону нормального распределения или кривой Гаусса (рис.6.1 б), уравнение которой
 , (6.3)
, (6.3)
где σ - среднее квадратичное отклонение; е - основание натуральных логарифмов; параметр а - является центром группирования значений аргумента (среднее арифметическое).
 , (6.4)
, (6.4)
где n - число произведенных измерений; х, - значение текущего измерения; хcp - среднее арифметическое данных измерений:
 (6.5)
(6.5)
Число измерений n следует брать не менее 50. Кривая нормального распределения симметрична. Ордината вершины кривой будет при х = а; она определяется из выражения
Кривая имеет точки перегиба на расстоянии x = ± σ.
Их ординаты равны
Величина σ характеризует форму кривой распределения и является мерой точности данного метода обработки. При увеличении σ вершина кривой снижается, но ветви кривой растягиваются, т.е. поле рассеяния размеров растет.
На рис.6.2 ,а схематически показаны кривые распределения диаметральных размеров при обработке партии заготовок: предварительное точение (кривая σ), чистовое точение (кривая σ1), шлифование (кривая σ2).
При правильном построении этапов необходимо условие σ > σ1 > σ2 .
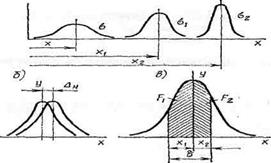
Рис. 6.2
Если обрабатываются две партии одноимённых заготовок, то появляется систематическая постоянная погрешность, связанная с погрешностью настройки станка и инструмента на размер. В этом случае кривые распределения погрешностей при обработке двух партий будут смещены одна относительно другой на размер постоянной погрешности Δн. (рис.6.2, б)
Изучение кривых распределения погрешностей позволяет выявить соотношение между числом годных и бракованных деталей.
Предположим, что на обработку заготовок установлен допуск δ. На оси абсцисс (рис.6.2, в) этот допуск определяется величинами x1 и х2 от границ центра группирования. Заштрихованный участок соответствует числу заготовок, находящихся в пределах поля допуска.
Отношение этой площади этого участка к общей площади ограниченной кривой, определяет вероятность получения годных заготовок.
 (6.6)
(6.6)
 (6.7)
(6.7)
Если принять x /σ = z, то эти интегралы можно представить в виде функции Ф(z):
 ; (6.8)
; (6.8)
 ; (6.9)
; (6.9)
Вся площадь, ограниченная кривой, равна 1. Значения величин 
 меньше единицы. Значения функций Ф(z) через десятую долю аргумента приведены в табл. 6.1.
меньше единицы. Значения функций Ф(z) через десятую долю аргумента приведены в табл. 6.1.
Таблица 6.1
| z | Ф(z) | z | Ф(z) | z | Ф(z) |
| 1,2 | 0,7699 | 2,4 | 0,9836 | ||
| 0,1 | 0,0797 | 1,3 | 0,8064 | 2,5 | 0,9876 |
| 0,2 | 0,1585 | 1,4 | 0,8385 | 2,6 | 0,9907 |
| 0,3 | 0,2358 | 1,5 | 0,8664 | 2,7 | 0,9931 |
| 0,4 | 0,3108 | 1,6 | 0,8904 | 2,8 | 0,9949 |
Окончание табл. 6.1
| 0,5 | 0,3829 | 1,7 | 0,9109 | 2,9 | 0,9963 |
| 0,6 | 0,4515 | 1,8 | 0,9281 | 0,9973 | |
| 0,7 | 0,5161 | 1,9 | 0,9426 | 3,1 | 0,99806 |
| 0,8 | 0,5763 | 0,9545 | 3,2 | 0,99862 | |
| 0,9 | 0,6319 | 2,1 | 0,9643 | 3,3 | 0,99903 |
| 0,6827 | 2,2 | 0,9722 | 3,4 | 0,99933 | |
| 1,1 | 0,7287 | 2,3 | 0,9786 | 3,5 | 0,99953 |
Из табл. 6.1 видно, что в интервале z = ±3, т.е. при x = ±3σ, площадь, ограниченная этим участком кривой, составляет 0,9973 всей площади.
Это означает, что 99,73% всех обработанных заготовок, находящихся в интервале 6σ, будут годными и процент брака не превысит 0,27%.
Таким образом, определив для исследуемого процесса значение σ, можно установить точность данного метода обработки по величине 6σ (правило «шести сигм»). Если принять для расчёта, например, величину 5σ, то процент брака возрастёт до 1,24 (см. табл.6.1).
Правило «шести сигм» является достаточно точным для практических расчётов.
Пример: Установить вероятность брака деталей, если среднее квадратичное отклонение для исследуемого процесса σ = 0,075мм, а границы поля допуска (рие.6.2) расположены от центра группирования на расстоянии х1 = 0,045мм и х2 = 0,03мм.
Решение: Определяются значения Z1 и Z2:
По таблице 6.1 определяются :
F1’ = 0,5 Ф(z1) = 0,5 · 0,9973 = 0,4986;
F2’ = 0,5 Ф(z2) = 0,5 · 0,9545 = 0,4772.
Вероятность брака (в процентах)
p = [l - (F1’ + F2’)] · 100 = [l - (0,4986 + 0,4772)] • 100 = 2,42.
Дата добавления: 2021-03-18; просмотров: 754;
Поиск по сайту
Узнать еще
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- I. Ситуационный анализ внутренней деятельности.
- II. Темы рефератов, ориентированные на исследование и анализ методологических идей и концепций крупнейших представителей современной философии и естествознания.
- III этап – Анализ выступления.
- PEST-анализ для стоматологической клиники
- PEST-анализ состоит в выявлении и оценке влияния факторов макросреды на результаты текущей и будущей деятельности предприятия.
- STEP (PEST) -анализ
- SWOT- анализ: характеристики при оценке сильных, слабых сторон компании, ее возможностей и угроз

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
