Ацетиленовые генераторы
Ацетиленовым генератором называют аппарат, предназначенный для получения ацетилена из карбида кальция с помощью воды. Генераторы подразделяются:
• по давлению получаемого ацетилена: низкого - до 10 кПа, среднего св. 10 до 70 кПа и высокого св. 70 до 150 кПа;
• по производительности и установке: передвижные производительностью до 3 м3/час и стационарные производительностью св. 3 м3/час;
• по способу взаимодействия с водой: «карбид в воду» (KB), «вода на карбид» (ВК), «вытеснение воды» (ВВ), комбинированные - «вода на карбид» и «вытеснение воды» (ВК и ВВ).
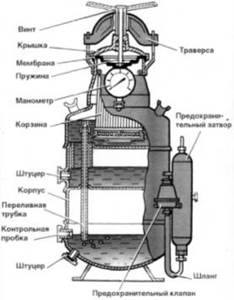
Генератор представляет собой вертикальный цилиндрический аппарат, состоящий корпуса, крышки, корзины для карбида кальция, предохранительного клапана, вентиля предохранительного затвора.
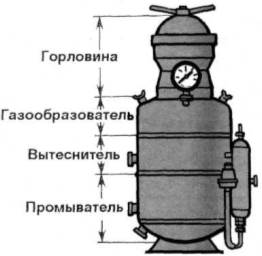
Корпус генератора состоит из трех частей: верхней - газообразователя, средней - вытеснителя и нижней - промывателя и газосборника. Верхняя часть с нижней соединены между собой переливной трубкой. В газообразователе происходит разложение карбида кальция с выделением ацетилена. В промывателе происходит охлаждение и отделение от частичек извести.
Вода в газообразователь заливается через горловину. При достижении уровня переливной трубки вода поступает из газообразователя в промыватель. Заполнение промывателя происходит до уровня контрольной пробки.
Образующийся в газообразователе ацетилен по переливной трубке поступает в промыватель, проходит через слой воды, промывается и охлаждается. Из промывателя ацетилен через вентиль поступает в предохранительный затвор, оттуда по рукавам на потребление.
По мере выделения ацетилена давление в газообразователе возрастает, вода переливается в вытеснитель, уровень воды в газообразователе понижается и корзина с карбидом оказывается выше уровня воды - реакция разложения прекращается. По мере понижения давления в газообразователе вода из вытеснителя поднимается вверх и корзина с карбидом вновь оказывается ниже уровня воды - реакция разложения возобновляется.
| Ацетиленовый генератор | |
| 
|
В условиях строительства газопроводов для получения ацетилена применяются передвижные ацетиленовые генераторы низкого и среднего давления типа АСК-1,66; ГНВ-1,25 и др., как правило, комбинированной системы "вытеснения" и "вода на карбид".
Газовые горелки
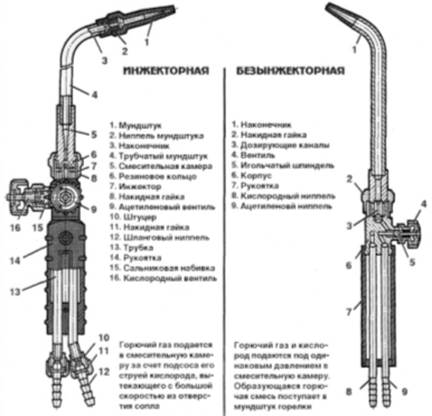
Горелки разделяются на инжекторные и безынжекторные, однопламенные и многопламенные, для газообразных горючих и жидких. Наибольшее применение имеют инжекторные горелки, работающие на смеси ацетилена с кислородом.
Инжектор 7 представляет собой цилиндрическую деталь с центральным каналом малого диаметра - для кислорода и периферийными, радиально расположенными каналами - для ацетилена.
Инжектор ввертывается в смесительную камеру наконечника и находится собранной горелке между смесительной камерой и газоподводящими каналами корпуса горелки. Его назначение состоит в том, чтобы кислородной струе создавать разряженное состояние и засасывать ацетилен, поступающий под давлением не ниже 1 кПа. Разряжение за инжектором достигается высокой скоростью кислородной струи. Давление кислорода, поступающего через вентиль, составляет от 0,05 до 0,4 МПа.
Конструкция пропан-бутан-кислородных горелок отличается от ацетилено-кислородных тем, что перед мундштуком имеется устройство для подогрева горючей смеси. Дополнительный нагрев необходим для повышения температуры пламени. Обычный мундштук заменяется мундштуком измененной конструкции.
| 

|
Нарушение работы инжекторного устройства может привести к обратным ударам пламени и снижению запаса ацетилена в горючей смеси. Запас ацетилена представляет собой увеличение расхода при полностью открытом ацетиленовым вентилем горелки по сравнению с паспорта расходом для данного номера мундштука. Причинами этих неполадок могут быть засоре кислородного канала, чрезмерное увеличение его диаметра вследствие износа ацетиленовых каналов, смещение инжектора по отношению к смесительной камере и наружные повреждения инжектора. Для нормальной работы горелки диаметр выходного канала мундштука должен быть равен диаметру канала смесительной камеры, а диаметр канала инжектора - в 3 раза меньше.
Посадочное место инжектора отрегулировано для инжекторов, входящих в комплект горелки.
Проверка горелки на инжекцию (разряжение) проводится каждый раз перед началом работы и при смене наконечника. Для этого с ниппеля снимается ацетиленовый рукав открывается кислородный вентиль. В ацетиленовом ниппеле исправной горелки должен создаваться подсос, обнаруживаемый прикосновением пальца к отверстию ниппеля.
Поддержание мундштука в надлежащем состоянии обеспечивает нормальное пламя по форме и размерам. Мундштуки работают в условиях высокой температуры, подвергаю механическому разрушению от брызг при сварке и требуют ухода за ними. Риски, задиры, нагар на стенках отверстия выходного канала мундштука снижают скорость выхода горючей смеси и способствуют образованию хлопков и обратных ударов, искажают форму пламени. Эти недостатки устраняют подрезкой торца мундштука на 0,5 - 1 мм, калибровкой и полировкой выходного отверстия.
После каждого ремонта детали горелок обязательно обезжиривают бензином марки Б-70.
Технология газовой сварки углеродистой стали.
Подготовка и сборка труб под сварку осуществляется так же, как при дуговой сварке.
Диаметр присадочной проволоки при газовой сварке низко- и среднеуглеродистой стали левым способом берется равным D = S/2 + 1 мм, при правом способе D = S/2, где S - толщина металла в мм. Перед использованием сварочная проволока должна быть тщательно очищена от грязи, ржавчины, масла и др.
Пламя должно быть нормальным при давлении кислорода 2,5-3,0 кгс/см2.
Газовая сварка газопроводов должна выполняться в один слой, способ сварки сварщик должен выбирать в зависимости от положения шва в пространстве.
Режимы газовой сварки
Параметры режима: мощность пламени
вид пламени
диаметр присадочной проволоки
Выбор тепловой мощности пламени.
Мощность пламени выбирают в зависимости от толщины свариваемого металла и его теплофизических свойств и регулируют подбором наконечника горелки.
| Номер наконечника горелки | ||||||||||||
| Толщина свариваемой низкоуглеродис-той стали, мм | 0,05- -0,1 | 0,1- -0,25 | 0,2- -0,5 | 0,5- -1,0 | 1,0- -2,0 | 2,0- -4,0 | 4,0- -7,0 | 7,0- -11,0 | 11,0- -17,0 | 17,0- -30,0 | 30,0- -80,0 | св. 80,0 |
Дата добавления: 2016-12-09; просмотров: 3325;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
