Применение клеевых материалов
Применение клеевых материалов при изготовлении одежды осуществляется по трем направлениям:
- обработка краев и срезов деталей клеевой паутинкой, сеткой, нитью, пленкой, полосками термоклеевого прокладочного материала с целью закрепления краев и срезов, обеспечения их ровноты, формоустойчивости, предохранения от растяжения и осыпания;
- придание деталям одежды требуемой формоустойчивости термоклеевыми прокладочными материалами, клеевой сеткой, полимерными пастами;
- изготовление и прикрепление клеевых аппликаций и вышивок с применением клеевых пленок, паутинки, нитей.
Обработка краев и срезов деталейможет выполняться разными методами и с использованием различных материалов. Клеевая паутинка может прокладываться во время специальной операции (притачивание по низу в изделиях из неосыпающихся материалов) или же подкладываться при выполнении основных технологических операций (обметывание низа, заметывание цельновыкроенных подбортов, притачивание подкладки к подбортам). Соединение материалов клеем происходит во время прессования.
Клеевую нить также предварительно прокладывают на стачивающей, стачивающе-обметочной машине или термоконтактной сваркой на машинах МСТК-2 или 8300 «Пфафф».
Клеевую кромку или вырезанную по форме срезов прокладку из термоклеевого прокладочного материала предварительно прокладывают с определенным натяжением утюгом, а окончательно – во время прессования. Кромку прокладывают для предохранения от растяжения по срезам пройм, горловины, краю борта, низу изделия и т.д.
Совершенствование обработки деталей швом вподгибку с открытым срезомвозможно при использовании специальных аппаратов, в которых совмещаются операции загибки и соединения деталей. Технологическая схема этих аппаратов разработана А.В. Савостицким. Аппарат имеет внутренний и внешний шаблоны, устанавливаемые на прессе. Форма краев шаблонов соответствует форме краев обрабатываемых деталей. Внешние шаблоны служат для огибания края детали вокруг внутреннего шаблона, поэтому внешний шаблон совершает движение поперек подушки пресса в пределах 2-3 мм, а внутренний является откидывающимся и используется только в момент загибки краев.
Технологическая схема работы аппарата включает следующие этапы (рис. 17):
1) укладывание деталей на нижнюю подушку пресса так, чтобы край ткани располагался на внешнем шаблоне (рис. 17а);
2) опускание внутреннего шаблона и промин ткани, при котором загибаемый ее край приподнимается вверх (рис. 17б);
3) загибка краев ткани внешним шаблоном в момент перемещения его в сторону внутреннего шаблона (рис. 17в);
4) удаление от загнутого края ткани и отвод в исходное положение внутреннего шаблона (рис. 17г);
5) прессование деталей (рис. 17д);
6) отвод прессующей подушки и внешнего шаблона в исходное положение (рис. 17е);
7) съем обработанной детали.
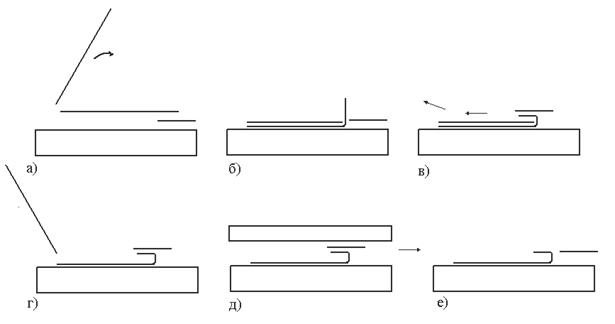
Рис. 17. Технологическая схема работы аппарата
Обработку деталей с внутренней подгибкой их краев используют в клапанах и листочках. При этом методе обрабатываемые края деталей подгибаются, на подогнутый край одной детали наносится полоска пленки клея или порошок. После совмещения краев детали прессуются.
На основе этой технологической схемы созданы аппараты-полу-автоматы для обработки низа рукавов (ОНК-5), шлицы спинки пальто (ОКШ-1), воротника демисезонного пальто (ОВК-6), воротника пиджака (ОВК-7) и др.
На качество обработки узлов изделия на этих полуавтоматах большое влияние оказывают: точность деталей кроя и укладывание их в аппарат; величина промина ткани внутренними шаблонами, величина зазора между шаблонами; форма и чистота обработки рабочих поверхностей шаблонов, давление и величина движения шаблонов и др.
Повышение формоустойчивости деталей достигается путем фронтального дублирования, т.е. соединения по всей поверхности или частично с прокладками из материала с клеевым покрытием. Клеевая сетка применяется при обработке мелких деталей, для крупных она нерациональна из-за большой усадки.
Отделка клеевых прокладок полимерными пастами. По технологии «Этазет» вместо дополнительных прокладок и усилителей на неклеевую сторону прокладки воротника мужской сорочки наносится полимерная паста (кроме участка перегиба стойки и припусков на шов обтачивания воротника).
Прямое стабилизирование – способ повышения формоустойчивости путем нанесения непосредственно на изнаночную сторону деталей из основных материалов композиции (пасты).
Флокирование – нанесение на изнаночную сторону деталей пиджака полимерной пасты, а затем – с помощью электростатического поля – ворса из текстильных волокон.
Суперфорниз – способ фиксирования пространственной формы изделия, при котором совмещаются процессы формования, закрепления формы и придания несминаемости готовым изделиям. При проведении влажно-тепловой обработки на манекенах с жесткой оболочкой используются паровые химически активные среды (термореактивные смолы).
Дата добавления: 2016-11-29; просмотров: 3873;
Поиск по сайту
Узнать еще
- D-элементы, их применение в медицине и фармации.
- I.2.3 ПЕРВЫЙ ЗАКОН (НАЧАЛО) ТЕРМОДИНАМИКИ. ПРИМЕНЕНИЕ ПЕРВОГО ЗАКОНА ТЕРМОДИНАМИКИ К ИЗОПРОЦЕССАМ
- А. Повторное применение лекарственных веществ
- Адсорбция на твердых поверхностях и ее применение в пищевой промышленности
- Аккумулирование волокнистых материалов
- Алюминиевые сплавы в строительстве. Сортамент. Виды, применение
- Апельсин общая характеристика и применение
- Ассортимент и применение швейных ниток

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
